 English▼
English▼




catégories de produits
- pilote de batterie / ligne de production
- ensemble de laboratoire de batterie
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Electrode Preparation
- Ion Li batterie matériaux
- matériaux actifs cathodiques
- matériaux actifs d'anode
- Customized Battery Electrode
- Matériaux de cellule de pièce
- puce au lithium
- pièces de cellules cylindriques
- collecteurs de courant de batterie
- matériaux conducteurs de batterie
- électrolyte et poche
- Metal Mesh
- liant de batterie
- séparateur et ruban
- film stratifié aluminium
- bande / feuille de nickel
- Battery Tabs
- matériaux de graphène
- Nickel Felt
- Titanium Fiber Felt
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- toutes les machines d'assemblage de batterie
- testeur et analyseur de batterie
- Battery Safety Tester
- Material Characterization Tester
- machine de presse de roulement
- machine de soudage par points en métal
- machine de mélangeur sous vide
- machine à sertir / démonter
- machine de scellage sous vide
- remplissage d'électrolyte
- empileuse / bobineuse
- coupe-électrode / refendeuse
- poche formant la machine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Boîte à gants sous vide
- des fours
- presse hydraulique
- Large Press Machine
- Coaters
- PVD Coater
- Ultrasonic Spray Coater
- broyeur à billes
- mélangeur centrifuge planétaire / broyeur
- machine de laboratoire
- Fours sous vide
- chambre d'essai d'humidité de la température
- Hardness Tester
- Spray Dryer
- incubateur
- évaporateurs rotatifs
- Viscometer
- Three Roller Mill
- analyseur de surface
- broyeur de laboratoire
- machine de durcissement UV
- congélateurs ultra-bas
- Water Chiller
- Laser Cleaning Machine
- Cutting Machine
- Batterie
- autre équipement de laboratoire
- mousse d'électrode métallique
Contactez-nous
- Si vous avez des questions, veuillez communiquer avec nous, toutes les questions recevront une réponse
- WhatsApp : +86 18659217588
- Messagerie : David@tmaxcn.com
- Messagerie : Davidtmaxcn@gmail.com
- Ajouter : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
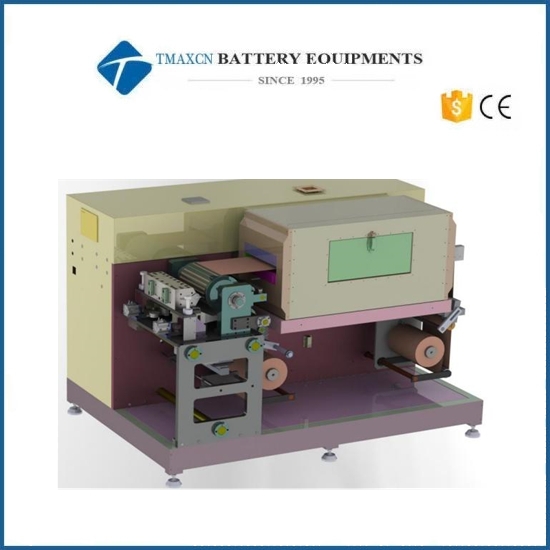
La fente intermittente meurent la machine de revêtement de revêtement avec le four de séchage et le système d'enroulement et de déroulement
Model Number:
TMAX-SYF360Port d’expédition:
XiamenPaiement:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Messagerie : David@tmaxcn.com
- Messagerie : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Machine de revêtement de revêtement de matrice à fente intermittente avec four de séchage et système d'enroulement et de déroulement
Spécifications de l'équipement
1. Épaisseur du substrat : feuille d'aluminium : 0,010--0,030 mm feuille de cuivre : 0,006-0,030 mm
2. Largeur du substrat : feuille d'aluminium : 100-320 mm feuille de cuivre : 100-320 mm
3. Revêtement maximum humide film épaisseur : 80--400 µm (dans les conditions de viscosité de la pâte)
4. La largeur maximale du revêtement : 3 6 0mm,
5. Largeur maximale de la surface du rouleau de revêtement (rouleau en acier) : 45 0mm
6. Vitesse de transport mécanique : 0,5 à 7 M/min (vitesse maximale)
7. Vitesse de revêtement : 0,1-1,0 M/min est la meilleure (selon les conditions de séchage, la vitesse est différente selon la suspension) (le revêtement du supercondensateur est plus rapide, généralement il peut être réglé à environ 1 M/min).
8. Longueur du four : 1 section de four × 1. 5 m/section = 1. 5 m
Performances de l'équipement
1. Méthode de revêtement: revêtement par extrusion
Distance de revêtement intermittent : 5-8000 mm ± 1 mm (réglable selon les spécifications de la batterie).
2. Précision de revêtement :
2.1. Erreur de précision de l'épaisseur sèche : électrode positive unilatérale : ±2,5 µm électrode négative ±2,5 µm (4-5 points pour la mesure de la section et 100 mm pour la distance de mesure de la section verticale).
2.2. Erreur d'alignement du revêtement avant et arrière : ≤ ± 1,0 mm
2.3. Erreur de longueur moyenne : ≤ ± 1,0 mm
2.4. Erreur de largeur moyenne : ≤ ± 1,0 mm
Remarque : Les indices 1 et 2 ci-dessus devraient fonctionner au mieux lorsque les conditions de suspension (viscosité, taille des particules, uniformité, etc.) correspondent aux réglages des différents paramètres de l'équipement.
3. Diamètre intérieur du noyau : 3 pouces avec arbre à air
4. Contrôle de la tension : contrôle PID de la tension du bras oscillant
5. Précision du contrôleur de correction : ± 0,01 mm ; Précision de correction : ±1 mm
6. L'opérateur actionne le mécanisme de revêtement de l'avant
7. Formulaire de séchage :
(1) Séchage à air chaud : circulation d'air chaud (apport d'air vers le haut) ; ou alimentation en air supérieure et inférieure ;
(2) Méthode de chauffage : chauffage électrique 5,0 KW × 1 section = 5,0 KW ;
(3) chauffage ;
8. Longueur du four : 1 section de four × 1,0 m/section = 1,0 m
9. Matériau du four : l'intérieur et l'extérieur sont en acier inoxydable
10. Température du four : température ambiante--150℃ réglable, précision du contrôle de la température <±5℃;
Flux de processus
Le matériau de base de la feuille d'électrode placée sur le dispositif de déroulement entre dans le système de tension du bras oscillant après correction automatique de la déviation. Après avoir ajusté la tension de déroulement, elle entre dans la tête de revêtement et la suspension d'électrode est revêtue conformément à la procédure de réglage du système de revêtement. La feuille d'électrode humide revêtue entre dans le four pour être séchée à l'air chaud. La tension de la feuille d'électrode séchée est ajustée par le système de tension et la vitesse d'enroulement est contrôlée en même temps, de sorte qu'elle soit synchronisée avec la vitesse de revêtement. La feuille d'électrode est automatiquement corrigée par le système de correction pour la maintenir en position centrale, et est enroulée par le dispositif d'enroulement.
Appareil
1. Mécanisme de déroulement (avec dispositif de correction automatique de déviation)
Le dispositif est composé d'un servo-dérouleur, d'un arbre de déroulement avec contrôle de tension, d'un système de correction automatique de la déviation, etc. La bobine est retirée et entre dans le dispositif de tension du bras oscillant après la correction automatique de la déviation. L'appareil transmet le changement de tension pendant le fonctionnement au contrôleur de tension via le capteur, de manière à obtenir une tension constante.
2. Mécanisme de tension du bras oscillant
Le mécanisme se compose de rouleaux, de capteurs de position, etc. Le système de tension du bras oscillant absorbe les changements temporaires dans l'espace de stockage dus à l'accélération, la décélération, le déroulement et le démarrage de la bobine, et les fluctuations de l'espace pendant l'intervalle de revêtement, de sorte que l'impact sur le le revêtement est minimisé. La tension du substrat est ajustée par la position du bras oscillant, de sorte que le substrat maintienne une tension constante pendant le processus de revêtement, et la vitesse de déroulement et la vitesse de revêtement sont contrôlées pour maintenir la synchronisation.
3. Mécanisme de revêtement
Cette machine est contrôlée par PLC et est équipée d'équipements d'automatisation de haute technologie de machines de précision et d'intégration opto-mécanique. Il se compose d'une filière d'extrusion, d'un rouleau de revêtement, d'un moteur d'entraînement, d'un capteur à fibre optique, d'un roulement de précision et de composants pneumatiques hautes performances. Parmi eux, le moteur d'entraînement, le réducteur, la commande pneumatique et le roulement du rouleau de revêtement sont des roulements de précision. L'interface homme-machine, le PLC, etc. constituent un système de revêtement intermittent et le programme de revêtement est conçu en fonction de la taille du processus de l'utilisateur.
La méthode de revêtement a deux modes de travail : revêtement continu et revêtement intermittent. Pour le revêtement intermittent, la longueur de revêtement et l'espacement intermittent du premier côté et du côté arrière peuvent être définis respectivement, et deux longueurs de revêtement peuvent être définies séparément pour chaque côté. et distance intermittente pour répondre aux exigences particulières des utilisateurs. Les paramètres définis peuvent être ajustés en continu selon les spécifications de la batterie (impulsion unique) avec une précision de résolution de 0,01 mm. Après le positionnement automatique du revêtement arrière par le capteur à fibre optique suivant la première surface, le revêtement est effectué selon les paramètres définis au verso. Les indicateurs de vitesse du rouleau applicateur et du rouleau arrière sont réglés et affichés sur l'écran tactile.
4. Système de séchage
Le système de séchage se compose d'un radiateur, d'un ventilateur, d'un conduit d'évacuation et d'un trou d'air, d'une boîte d'isolation, d'une porte d'inspection, etc. La boîte d'isolation a une section de 1,0 mètre, un total d'une section. Les parties intérieure et extérieure de la boîte sont constituées de poteaux en acier inoxydable. Le corps de la boîte est une structure d'isolation thermique pour éviter les pertes de chaleur et un fonctionnement sûr. Une fois que les pièces polaires humides revêtues sont entrées dans la boîte de séchage, la boîte adopte la méthode de séchage à l'air supérieur pour un séchage efficace. Pour le séchage, l'air sec est envoyé par le ventilateur pour être chauffé par le réchauffeur à air chaud, puis envoyé à l'intérieur du four, et est uniformément soufflé sur le revêtement humide par le trou d'air, et l'air séché est évacué vers l'extérieur par le ventilateur d'extraction.
5. Mécanisme de reprise
Cet appareil est composé d'une sortie de four, d'un mécanisme de tension du bras oscillant, d'un dispositif d'entraînement par courroie et d'un système de capteur de tension d'enroulement. Le tempo reste synchronisé.
6. Mécanisme de rembobinage
L'appareil se compose d'un servomoteur, d'un arbre d'enroulement et d'un système de correction automatique des déviations. Pendant le processus d'enroulement, le dispositif peut faire en sorte que l'arbre d'enroulement suive la position de la pièce polaire, de sorte que le bord de la pièce polaire d'enroulement puisse être maintenu net.
7. Système de contrôle automatique de revêtement et de séchage
(1) Système de contrôle de revêtement : ce système se compose d'un automate programmable, d'un servomoteur, d'un écran tactile et d'un capteur à fibre optique. En tant qu'interface homme-machine, l'écran tactile présente une image conviviale, un affichage intuitif et une utilisation pratique. Pendant le processus de revêtement de cette machine, la vitesse de ligne du rouleau de revêtement, la vitesse de revêtement et le nombre de feuilles revêtues sont automatiquement affichés sur l'écran tactile, et les paramètres définis peuvent être finement révisés à tout moment selon les exigences de la processus de production.
(2) Température et contrôle : ce système est composé d'un régulateur de température, d'un thermocouple, d'un réchauffeur, d'un relais, etc. Il mesure et contrôle automatiquement la température interne de chaque section du four de séchage.
Paramétrage principal
Le système de contrôle de la machine et le système de structure est un système de contrôle en boucle fermée hautement intégré, la configuration principale est la suivante :
Non. |
Nom |
Des détails |
Contenu |
1 |
Structure de crémaillère |
|
Structure de plaque verticale intégrée, embrassant le traitement, plus des broches de positionnement précises pour assurer la précision et la stabilité de la position |
2 |
Partie déroulement |
Formulaire de correction |
Patrouille de bord photoélectrique, entraînement par moteur, correction globale du mouvement |
|
|
Course de correction |
±50mm |
|
|
Formulaire de déroulement |
Déroulement automatique du réducteur de vitesse du moteur |
|
|
Méthode d'enroulement |
Arbre à air de 3" |
|
|
Diamètre maximal du rouleau |
φ300 |
3 |
Rouleau d'enduction |
Taille |
φ210*360 |
|
|
Matériel |
acier au carbone, chromé |
|
|
Mode conduite |
Servomoteur + réducteur |
4 |
Mode de revêtement |
Tête d'extrusion |
Largeur utile 300 mm, matériau : acier inoxydable plaqué carbure |
|
|
Système de contrôle de la position de la tête d'extrusion |
Cylindre poussoir, réglage mécanique, réglage précis du mécanisme |
|
|
Pression tibiale de la membrane de la tête d'extrusion |
Manomètre haute précision 0-1MPa |
5 |
Système d'alimentation |
Visser pompe |
Bingshen pump HEISHIN servo control feeding |
|
|
Cuve de transfert |
5L, contrôle de température constante, contrôle du niveau de liquide, agitation pneumatique, filtre |
|
|
Vanne de revêtement |
Vanne simple pneumatique |
|
|
Système de canalisation |
Système de tuyauterie sanitaire, pas d'impasses |
6 |
Système de contrôle de tension |
Type d'ouvrage |
Tension du bras oscillant, cylindre à faible frottement |
7 |
Rouleau de guidage (rouleau supérieur) |
Mode de contrôle |
Contrôle PID de vitesse |
|
|
Traction (N) |
30-80N |
|
|
|
Rouleau en alliage d'aluminium, largeur 340 mm, anodisé dur |
8 |
Panneau de commande |
Écran tactile |
Fonctionne selon l'interface de fonction |
9 |
Plate-forme d'exploitation |
Bouton |
Certaines fonctions sont identiques au fonctionnement des boutons |
1. Contrôle automatique de la tension avant et arrière :
1.1 Entièrement intégré Panasonic système;
1.2 Mécanisme de déroulement ;
1.3 Dispositif de rembobinage ;
1.4 Déroulement du moteur.
2. Système de correction automatique avant et arrière :
2.1 Contrôleur de correction : système de correction Aibo ;
2.2 Tête de détection : détection photoélectrique
3. Système de contrôle principal :
3.1 Interface d'opération : écran tactile ;
3.2 Arbre de revêtement et rouleau en acier : servomoteur Yaskawa ;
3.3 Matrice d'extrusion : entraînée par cylindre ;
3.4 Contrôleur de programme : automate Panasonic et module de contrôle ;
3.5 Tube chauffant : domestique ;
3.6 Sonde de contrôle de température : thermocouple.
4. Four :
4.1 Matériau à l'intérieur et à l'extérieur de la boîte : acier inoxydable : ( Acier inoxydable SS304 )
4.2 Isolation de la boîte : l'épaisseur de la couche d'isolation est de 50 mm ;
4.3 Ventilateur : domestique ;
4.4 Conduit d'air : acier inoxydable ;
4.5 Crémaillère : pièces en acier au carbone + peinture
5. Tête de machine et pièces intégrées de déroulement Queue de machine et pièces de réception
5.1 Table de travail : surface nickelée ;
5.2 Grand siège de roulement : surface nickelée ;
5.3 Rouleau de revêtement : acier au carbone avec chromage en surface ;
5.4 Rouleau en caoutchouc : caoutchouc résistant à la corrosion ;
5.5 Rouleau en aluminium : alliage d'aluminium (surface anodisée anodisée dure)
5.6 Manche gonflable : chromage en surface





 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

