 English▼
English▼




catégories de produits
- pilote de batterie / ligne de production
- ensemble de laboratoire de batterie
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Ion Li batterie matériaux
- matériaux actifs cathodiques
- matériaux actifs d'anode
- Customized Battery Electrode
- Matériaux de cellule de pièce
- puce au lithium
- pièces de cellules cylindriques
- collecteurs de courant de batterie
- matériaux conducteurs de batterie
- électrolyte et poche
- Metal Mesh
- liant de batterie
- séparateur et ruban
- film stratifié aluminium
- bande / feuille de nickel
- Battery Tabs
- matériaux de graphène
- Nickel Felt
- Titanium Fiber Felt
- Batterie
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- toutes les machines d'assemblage de batterie
- testeur et analyseur de batterie
- Battery Safety Tester
- Material Characterization Tester
- machine de presse de roulement
- machine de soudage par points en métal
- machine de mélangeur sous vide
- machine à sertir / démonter
- machine de scellage sous vide
- remplissage d'électrolyte
- empileuse / bobineuse
- coupe-électrode / refendeuse
- poche formant la machine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Boîte à gants sous vide
- des fours
- Coaters
- PVD Coater
- presse hydraulique
- Large Press Machine
- mélangeur centrifuge planétaire / broyeur
- broyeur à billes
- machine de laboratoire
- Fours sous vide
- chambre d'essai d'humidité de la température
- Hardness Tester
- Spray Dryer
- Cutting Machine
- incubateur
- évaporateurs rotatifs
- Viscometer
- Three Roller Mill
- analyseur de surface
- broyeur de laboratoire
- machine de durcissement UV
- congélateurs ultra-bas
- Water Chiller
- Laser Cleaning Machine
- autre équipement de laboratoire
- Cutting Machine
- mousse d'électrode métallique
Contactez-nous
- Si vous avez des questions, veuillez communiquer avec nous, toutes les questions recevront une réponse
- WhatsApp : +86 18659217588
- Messagerie : David@tmaxcn.com
- Messagerie : Davidtmaxcn@gmail.com
- Ajouter : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
Machine de presse de roulement d'électrode de calandre chaude de batterie pour la ligne pilote
Model Number:
TMAX-ZY400-H450Paiement:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Messagerie : David@tmaxcn.com
- Messagerie : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Précédent:
Machine à sceller sous vide rotative automatique avec fonction de perforation automatique pour la fabrication de cellules en sachetProchaine:
Scellant sous vide rotatif automatique avec fonction de perforation automatique pour la fabrication de cellules en sachet
Batterie chaude Calendrier de batterie Machine de presse à rouler les électrodes pour la ligne pilote
1. Introduction
1.1 Fonction : cette ligne de production de laminage continu de feuilles d'électrodes de batterie est utilisée dans le processus de laminage de la production de pièces polaires de batterie lithium-ion pour réaliser la production de laminage continu de bobines de pièce polaire de batterie et répondre aux spécifications et à la qualité requises par le processus de pièce polaire de batterie ;
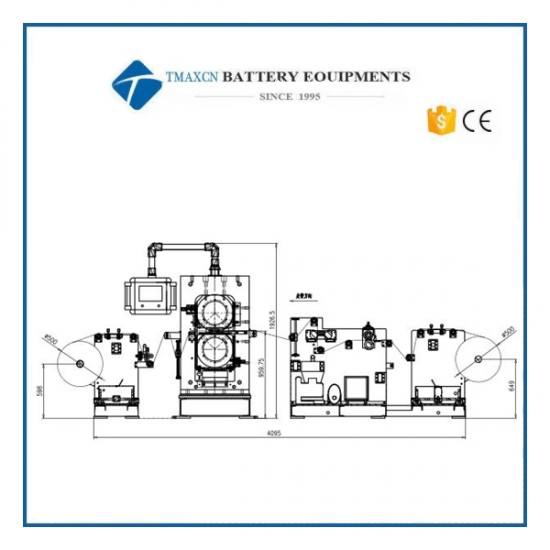
1.2 Composition de l'équipement : Il comprend principalement un dispositif de déroulement, un dispositif de raccordement de courroie, un dispositif de coupe des bords, un dispositif de dépoussiérage et de retrait du fer, une presse à rouleaux chauffants, un dispositif de raccordement de courroie après pressage, un dispositif d'enroulement, un système hydraulique, un système de commande d'entraînement, un dispositif de démontage de rouleaux, etc. ;
1.3 Schéma de principe de la disposition de l'équipement (l'image montre le type de droite et le type de gauche est symétrique à celui-ci):

2. Paramètres de processus
2.1 Application: Convient au processus de laminage de matériaux de batterie tels que le phosphate de fer au lithium, l'oxyde de cobalt au lithium, le manganate de lithium, le ternaire, le titanate de lithium, etc.
2.2 S'adapter aux spécifications des matériaux entrants : largeur de la pièce polaire 150 ~ 300 mm, diamètre du rouleau de matériau ≤ 500 mm
2.3 Indicateurs de produits de sortie :
2.3.1 Uniformité d'épaisseur de la pièce polaire après laminage : ≤±0,002 mm (précision d'épaisseur requise du matériau entrant : ≤±0,002 mm) ;
2.3.2 Erreur d'alignement du bord d'enroulement : ≤ ± 0,3 mm
3.Installation
3.1 La partie principale du moteur nécessite une charge au sol ≥ 3,5 t/ ㎡ (ou basez-vous sur le dessin de fondation fourni)
3.2 Alimentation : 380 V ± 5 %, système à cinq fils triphasé 50 Hz
3.3 Puissance totale : 60 kW + facteur de sécurité de 10 %/unité
3.4 Air comprimé : pression 0,2 ~ 0,7 MPa, débit : 20 L/min, le diamètre extérieur du tuyau d'interface est de 8 mm.
3.5 Environnement de fonctionnement : plage de température 0 ~ +45℃ humidité relative : ≤30%
3.6 Le diamètre intérieur du canon : 3 pouces, la longueur du canon ≤ 550 mm
4. Indice de fonction de l'équipement
4.1 Dimensions hors tout de la ligne de laminage continu (longueur*largeur*hauteur) : 4,8×2,6×2 m
4.2 Poids total de l'équipement : environ 9 tonnes
4.3 Couleur d'apparence de l'équipement : norme nationale gris chaud 1C
4.4 Disposition : gauche/droite (la partie d'entraînement de puissance est à gauche/droite vue depuis l'extrémité d'alimentation)
4.5 Vitesse de roulement : 1-12m/min
4.6 Pression maximale entre rouleaux : 1800kN
4.7 Efficacité globale de l'équipement : OEE≥95 %
4.7.1 Formule de calcul : TRS = taux de disponibilité × performance × taux de qualification du produit
4.7.2 Sous-indices
Sous-indices associés |
Note |
|
Disponibilité = temps de fonctionnement ÷ temps de travail prévu |
98% |
Taux d'utilisation |
Expressivité = production totale ÷ (durée de fonctionnement min*CPM) |
98% |
Capacité d'équipement |
Taux de qualification des produits = nombre réel de bons produits ÷ nombre prévu de bons produits |
99% |
|
Remarque : Lors du calcul, déduisez les facteurs qui affectent la production normale tels que l'approvisionnement en matériaux, l'alimentation électrique, l'approvisionnement en gaz, etc. |
||
4.8 Réglementations et normes de conception et de fabrication : conformes aux normes nationales pertinentes
5. Principaux indicateurs de performance
5.1 Dispositif de déroulement
je Fonction : Fournir passivement des pièces polaires pour rouler sous un certain contrôle de tension
- je Arbre gonflable de déroulement: Φ74mm avec pistolet gonflable
- je Longueur d'utilisation efficace de l'arbre gonflable : 550 mm
- je Plage de réglage (réglage) de la tension : 1 ~ 20kgf
- je Précision du contrôle de la tension : 5 %
- je Contrôle de correction : correction photoélectrique infrarouge
- je Course de correction : ±50 mm
- je Contrôle des bords : la précision de la correction de l'écart est de ≤ ± 0,2 mm
- je Frein à poudre magnétique : 50Nm
5.2 Dispositif de connexion avant
je Fonction : utilisé pour connecter la pièce polaire lorsqu'elle se casse pendant le processus de laminage ou lors du changement de rouleau de matériau pour réduire le gaspillage de pièce polaire.
je Composition : Il est composé d'une plaque de connexion, d'une tige de pression, d'un cylindre pneumatique, d'un rouleau de guidage et d'autres pièces.
je Contrôle : le vérin est contrôlé par la vanne pneumatique manuelle pour comprimer et desserrer la pièce polaire
je Fonctionnement : connexion manuelle
5.3 Dispositif de coupe des bords
je Fonction : utilisé pour couper la feuille non revêtue des deux côtés de la pièce polaire, réduire les plis de la pièce polaire causés par le taux d'allongement incohérent pendant le roulement et réduire le taux de rebut causé par la bande de la pièce polaire.
je Principe : la lame de coupe supérieure est alimentée manuellement, en s'appuyant sur le couteau, et les couteaux de coupe gauche et droit sont contrôlés séparément.
je Entraînement : un moteur à fréquence variable de 0,55 kW entraîne l'arbre de coupe inférieur pour être cohérent avec la vitesse de roulement
je Vitesse de refendage : la vitesse de refendage est synchronisée avec le roulement de la machine principale
je Lame de coupe supérieure : Φ100×Φ65×1.2mm
je Lame de coupe : Φ100×Φ65×2mm
5.4 Dispositif de dépoussiérage
je Fonction : nettoyer la poussière et les bavures sur la pièce polaire.
je Composition : se compose de brosses à rouleaux avant et arrière, de vérins pneumatiques, d'aspirateurs, de moteurs d'entraînement de brosses à rouleaux, etc.
je Principe : utilisez des brosses à rouleau avant et arrière pour brosser la poussière et les bavures sur les pièces polaires, passez le godet d'aspiration de poussière, la poussière et l'air sont séparés par le séparateur cyclone, et l'air propre est évacué du silencieux à travers le ventilateur. Nettoyez régulièrement la poussière.
je Nombre de brosses rouleaux : 2
je Entraînement : entraînement de ventilateur haute pression de 0,75 KW
je Volume d'air de traitement : 2,4 m3/min
5.5 Dispositif d'amortissement avant
je Fonction : réduit la gigue de la pièce polaire pendant le processus de laminage et empêche la rupture de la bande
je Composition : galet de guidage fixe, galet de guidage flottant, étrier fixe, etc.
je Principe : La pièce polaire traverse le galet de guidage flottant pour réduire la gigue de la pièce polaire et éviter le dénudage de la pièce polaire.
5.6 Presse à rouleaux
je Structure : deux rouleaux sont disposés horizontalement de haut en bas
je Cadre : arche de coulée de type "bouche"
je Siège de roulement : acier moulé 45
je Socle : socle global
je Taille de petit pain : φ400mm×450mm
je Matériau du rouleau : 9Cr3Mo (refusion sous laitier électrique)
je La profondeur de la couche trempée de la surface du rouleau : ≥18 mm, le rouleau est trempé et revenu HB280-300.
je Rouleau rugosité de surface Ra≤0.2um
je Rouleau cylindricité≤±0.001mm
je Tolérance de faux-rond radial de la machine d'assemblage de rouleaux : ≤±0,002 mm
je Structure du rouleau chauffant: rouleau solide avec trou chauffant
je Mode de connexion de chauffage : l'extrémité de l'arbre est connectée par un joint rotatif RHG
je Méthode de chauffage des rouleaux : contrôleur de chauffage de la température du moule
je Milieu de chauffage : huile de transfert de chaleur
je Température de chauffage : température ambiante ~ 120 ℃, réglable en continu, contrôlé par un contrôleur de température à affichage numérique
je Erreur d'uniformité de température de surface de rouleau (surface de travail): ≤±1℃
je Précision de réglage : ± 0,5 ℃
je Vitesse de chauffage : chauffage de la température ambiante à 80℃, chauffage ≤100 minutes ; chauffage à température ambiante à 120℃, chauffage ≤150 minutes
je Puissance de chauffe : 45kW
je Pression de ligne préréglée de la presse à rouleaux : 5 t/cm
je Plage de réglage de l'écart de rouleau : 0-2 mm, écran tactile.
je Réglage de l'écartement des rouleaux : le servomoteur entraîne le coin central pour s'ajuster à travers la vis à billes
je Précision de réglage : 0,001 mm
je Pression maximale entre deux rouleaux : 1800KN (pressurisé par pompe de surpression gaz-liquide)
je Entraînement : le motoréducteur est connecté aux rouleaux via le connecteur à broches élastiques, et les rouleaux sont entraînés par des engrenages
je Puissance du moteur principal : 7,5 KW (moteur de régulation de vitesse à fréquence variable 380 V 50 HZ)
je Vitesse de roulement : 1-12 m/min (régulation de la vitesse en continu)
je Contrôle électrique : contrôle du programme PLC, fonctionnement de l'écran tactile.
je Pression de travail : pompe de surpression gaz-liquide
je Méthode de pression : cylindre hydraulique inférieur et pression supérieure
je Diamètre du cylindre hydraulique : φ220mm
je Système hydraulique : la pression maximale est de 31,5 MPa.
je Taille du périphérique hôte : (longueur × largeur × hauteur) environ 2 800 mm × 950 mm × 1 930 mm
je Disposition : gauche/droite (la partie motorisée sur le côté gauche de l'extrémité d'alimentation est le type gauche, et le côté droit est le type droit)
je Apparence de l'équipement: La couleur est la norme internationale gris chaud 1C ou personnalisée selon les exigences du client
je Poids de l'hôte : environ 6 tonnes
5.7 Dispositif d'amortissement des vibrations arrière
je Fonction : réduit la gigue de la pièce polaire pendant le processus de laminage et empêche la rupture de la bande
je Composition : galet de guidage fixe, galet de guidage flottant, étrier fixe, etc.
je Principe : La pièce polaire traverse le galet de guidage flottant pour réduire la gigue de la pièce polaire et éviter le dénudage de la pièce polaire.
5.8 Dispositif d'enroulement
je Fonction : rassemblez les pièces polaires enroulées en bobines
je Composition : Arbre gonflable, correction de déviation, embrayage à poudre magnétique, réducteur d'enroulement, cadre, etc.
je Principe : après le laminage, les pièces polaires sont rassemblées en bobines et les bords des bobines sont soigneusement contrôlés par le mécanisme de correction.
je Arbre gonflable de rembobinage : Φ74mm avec pistolet gonflable
je Longueur d'utilisation efficace de l'arbre gonflable : 550 mm
je Plage de réglage (réglage) de la tension : 1 ~ 20kgf
je Précision du contrôle de la tension : 5 %
je Contrôle de correction : correction photoélectrique infrarouge
je Course de correction : ±50 mm
je Contrôle des bords : la précision de la correction de l'écart est de ≤ ± 0,2 mm
je Embrayage à poudre magnétique : 50Nm
je Puissance d'enroulement : moteur de réduction de 1,5 KW
5.9 Système de commande d'entraînement
je L'entraînement de chaque composant de l'ensemble de la ligne de production de laminage continu est entraîné par des moteurs de spécifications et de modèles différents, qui sont actionnés de manière centralisée sur le panneau de commande, et tous les moteurs d'entraînement sont équipés d'une protection contre les surcharges ;
je La partie contrôle comprend : écran tactile, PLC, inverseur de moteur principal, pilote de servomoteur à écartement des rouleaux, contrôleur de tension, contrôleur de correction, etc.
je Le fonctionnement du système adopte le contrôle PLC, l'écran tactile et le mode de fonctionnement des boutons, et des boutons d'arrêt d'urgence sont fournis au poste de fonctionnement de la suspension, à l'extrémité d'alimentation du laminoir et à l'extrémité de l'opération d'enroulement et de déroulement pour assurer la sécurité de l'opérateur.
je Les principaux éléments de contrôle du système comprennent :
je Démarrage, arrêt, indication, protection contre les surcharges de la presse à rouleaux
je Démarrage, arrêt, instruction du système hydraulique
je Réglage de la vitesse de roulement, affichage de la vitesse
je Réglage de la pression, affichage de la pression
je Avec effacement des paramètres de pression des rouleaux (pression, écartement des rouleaux) et fonction de mémoire
je Les paramètres de roulement peuvent être restaurés automatiquement en fonction du modèle de pièce polaire
je Fonction comptage compteur
je Fonction d'alarme anormale
je Équipé de la fonction d'amarrage de sortie de données MES, la méthode d'amarrage et la méthode de collecte de base de données sont fournies par l'acheteur
5.10 Dispositif de démontage des rouleaux
je Fonction : cet appareil est utilisé pour le remplacement ou la maintenance des rouleaux, en réduisant le temps de fonctionnement des rouleaux de démontage et en réduisant l'intensité du travail des opérateurs
je Composition : se compose d'un support de retrait de rouleau, d'un rail de guidage de retrait de rouleau, etc.
je Fonctionnement : Lors du démontage du rouleau, poussez le rouleau et la cale hors du rail de guidage de démontage et utilisez une grue ou un chariot élévateur pour démonter les rouleaux et les transporter. L'installation s'effectue dans les étapes opposées.
6.Liste de configuration
Non. |
Nom |
Modèle de marque |
Note |
1 |
Rouleau |
Xingtai Sinosteel |
Certificat de conformité |
2 |
Palier |
Bush / Luo shaft |
|
3 |
Réducteur |
Boneng/Guomao |
|
4 |
API |
Siemens/Delta |
|
5 |
Écran tactile |
Siemens/Delta |
|
6 |
Convertisseur de fréquence |
Siemens/Delta |
|
7 |
Système d'asservissement de réglage de l'écart de roulis |
Siemens/Delta |
|
8 |
Composants électriques |
Schneider, Chint |
|
9 |
CBE |
Aibo/Timaco |
|
dix |
Pompe de surpression gaz-liquide |
États-Unis AZ |
|
11 |
Composants pneumatiques |
Airtac/SMC |
Le tuyau d'air est bleu |
7. Liste des pièces de rechange
Non. |
Nom |
Quantité |
Unité |
Note |
1 |
Lame de docteur |
4 |
pièces |
|
2 |
Lame de coupe supérieure |
2 |
pièces |
|
3 |
Lame de coupe inférieure |
2 |
pièces |
|
4 |
Joints de ligne hydraulique |
2 |
Positionner |
|
5 |
Accessoires de changement de rouleau |
1 |
Positionner |
1 kit par atelier |
6 |
Outil simple d'entretien de l'équipement |
1 |
Positionner |
Boîte à outils |
8. Liste des pièces consommables
Non. |
Nom |
spécification |
Quantité |
Marque |
Cycle de remplacement de référence |
1 |
Lame de docteur |
0,2*30*450mm |
2 |
Suisse |
15 jours |
2 |
Lame de coupe supérieure |
Φ100*1.2 |
2 |
Domestique |
15 jours |
3 |
Lame de coupe inférieure |
Φ100*2 |
2 |
Domestique |
15 jours |
4 |
Rouleau |
Φ400*450 |
2 |
Sinosteel |
6 mois (Moudre) |
5 |
Huile de moteur |
VG320 |
50L |
Grande Muraille |
12 mois |
6 |
Huile hydraulique |
L-HV150 |
20L |
Grande Muraille |
12 mois |
7 |
Cylindre à faible frottement |
|
2 |
Airtac/SMC |
2 années |
8 |
Cylindre à trois axes |
|
2 |
Airtac/SMC |
2 années |
9 |
Cylindre ultra fin |
|
4 |
Airtac/SMC |
2 années |
dix |
Tirez la valve |
|
5 |
Airtac/SMC |
2 années |
11 |
La valve électromagnétique |
|
4 |
Airtac/SMC |
2 années |
12 |
Ventilateur axial |
|
2 |
|
2 années |
13 |
Potentiomètre |
|
1 |
Schneider |
2 années |




 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

