 English▼
English▼




Site Blog
Ligne de machines de fabrication de production de cellules cylindriques automatiques
fabrication et équipement de laboratoire de batterie de Li-ion 18650
Organigramme de la pile bouton au lithium-ion et liste des machines
fabrication et équipement de laboratoire de batterie de poche de li-ion
dec 2016 usa client acceptation d'usine de l'empileuse automatique
Contactez-nous
- Si vous avez des questions, veuillez communiquer avec nous, toutes les questions recevront une réponse
- Messagerie : David@tmaxcn.com
- Messagerie : Davidtmaxcn@gmail.com
- Ajouter : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
produits chauds
Xiamen Tmax Battery Equipments Limited was set up as a manufacturer in 1995, dealing with lithium battery equipments, technology, etc. We have total manufacturing facilities of around 200000 square foot and more than 230 staff. Owning a group of experie-nced engineers and staffs, we can bring you not only reliable products and technology, but also excellent services and real value you will expect and enjoy.
A glove box is a sealed enclosure designed to provide a controlled environment for sensitive processes, such as handling hazardous materials, working with reactive substances, or conducting experiments under specific atmospheric conditions. Glove boxes are widely used in industries like pharmaceuticals, electronics, research laboratories, aerospace, and energy storage (e.g., lithium battery manufacturing). This article explores prominent glove box manufacturers, their offerings, and the factors to consider when selecting one.
●Overview of Glove Boxes
1. Types of Glove Boxes
Inert Atmosphere Glove Boxes: Used for oxygen and moisturesensitive applications, such as battery production or semiconductor fabrication.
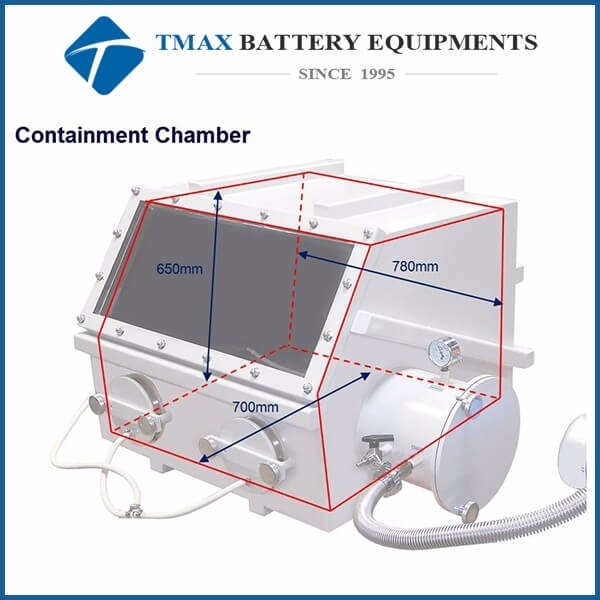
Containment Glove Boxes: Designed for handling hazardous materials, such as radioactive substances or toxic chemicals.
Biological Safety Glove Boxes: Employed in life sciences for working with biological agents.
Vacuum Glove Boxes: Used for processes requiring vacuum conditions, such as thinfilm deposition or material synthesis.
2. Key Features
Sealed compartments with gloves for safe interaction.
Gas purification systems to maintain desired atmospheres (e.g., nitrogen, argon).
Pressure control mechanisms.
Optional integration with analyzers, sensors, and automation systems.
●Prominent Glove Box Manufacturers
1. MBRAUN (Germany)
Specialty: Highend inert atmosphere glove boxes and integrated solutions.
Strengths: Known for precision engineering, customizable designs, and advanced gas management systems.
Applications: Lithiumion battery manufacturing, semiconductor research, and nanotechnology.
2. Coy Laboratory Products (USA)
Specialty: Anaerobic and hypoxic glove boxes.
Strengths: Offers affordable yet reliable options for microbiology labs and educational institutions.
Applications: Microbial studies, cell culture, and anaerobic chemistry.
3. Glovebox.com (USA)
Specialty: Custombuilt containment and isolation systems.
Strengths: Focuses on flexibility, offering modular designs tailored to specific needs.
Applications: Pharmaceutical development, nuclear research, and hazardous material handling.
4. LabTech Equipment Company (USA)
Specialty: Standard and custom glove boxes for various industries.
Strengths: Provides costeffective solutions without compromising quality.
Applications: Electronics assembly, cleanroom operations, and analytical testing.
5. PlasLabs (USA)
Specialty: Anaerobic chambers and specialized glove boxes.
Strengths: Renowned for durability and ease of use in biological and chemical applications.
Applications: Microbiology, biotechnology, and environmental research.
6. Terrapin Technologies (USA)
Specialty: Highpurity inert atmosphere glove boxes.
Strengths: Advanced gas purification technologies and userfriendly interfaces.
Applications: Semiconductor manufacturing, fuel cell development, and catalysis research.
7. ATTO Tech (China)
Specialty: Affordable inert atmosphere glove boxes.
Strengths: Competitive pricing with reliable performance for entrylevel users.
Applications: Battery R&D, electrochemistry, and smallscale research.
8. PANalytical (Netherlands)
Specialty: Highperformance glove boxes for demanding applications.
Strengths: Combines cuttingedge technology with robust construction.
Applications: Material science, pharmaceuticals, and advanced energy storage.
9. Belle Technology (UK)
Specialty: Modular glove box systems with optional automation.
Strengths: Offers scalable solutions for growing research needs.
Applications: Catalysis, electrochemistry, and industrial prototyping.
10. Shanghai LabTech Instrument Co., Ltd. (China)
Specialty: Comprehensive range of standard and custom glove boxes.
Strengths: Costeffective options with global support services.
Applications: Chemical synthesis, battery manufacturing, and academic research.
●Factors to Consider When Selecting a Glove Box Manufacturer
1. Application Requirements
Determine whether you need an inert atmosphere, containment, or biological safety glove box.
Specify the required levels of oxygen, moisture, or other contaminants.
2. Customization Options
Assess if the manufacturer offers modular designs or customizations to fit your unique needs.
3. Gas Management Systems
Evaluate the efficiency and reliability of the gas purification and circulation systems.
4. Material Quality
Ensure the glove box is constructed from durable, corrosionresistant materials suitable for your application.
5. Ease of Use
Look for intuitive controls, ergonomic design, and minimal maintenance requirements.
6. Certifications and Compliance
Verify that the manufacturer adheres to relevant industry standards and regulations.
7. AfterSales Support
Choose a manufacturer that provides comprehensive technical support, training, and warranty services.
8. Cost and Budget
Compare prices and consider longterm costs, including maintenance and consumables.
9. Reputation and References
Research customer reviews and case studies to gauge the manufacturer's reliability and performance.
●Innovations in Glove Box Technology
To meet evolving demands, manufacturers are continuously enhancing glove box designs:
1. Smart Monitoring Systems
Realtime data logging and analytics for improved process control.
2. Energy Efficiency
Optimized gas flow and recycling systems to reduce operational costs.
3. Automation Integration
Incorporating robotics and AI for handsfree operation in critical tasks.
4. Sustainability
Ecofriendly materials and processes to minimize environmental impact.
5. Scalability
Modular designs allowing easy expansion or reconfiguration as needs grow.
●The Future of Glove Box Manufacturing
As industries push the boundaries of material science, energy storage, and biotechnology, the demand for advanced glove boxes will continue to rise. Key trends shaping the future include:
1. Increased Precision
Development of nanoscale environments for cuttingedge research.
2. Focus on Sustainability
Ecofriendly designs and reduced resource consumption.
3. Integration with Emerging Technologies
Combining glove boxes with IoT, AI, and automation for smarter workflows.
4. Global Standards Compliance
Ensuring compatibility with evolving international regulations.
5. Expansion into New Markets
Adapting glove boxes for emerging fields like quantum computing, synthetic biology, and space exploration.
●Conclusion
Selecting the right glove box manufacturer depends on your specific application, budget, and longterm goals. Leading manufacturers offer a wide range of solutions, from affordable entrylevel models to highly sophisticated custom systems. By carefully evaluating your needs and considering key factors like customization, gas management, and aftersales support, you can choose a glove box that meets your requirements and enhances your workflow.
What excites you most about the advancements in glove box technology? Share your thoughts below! Together, let’s explore how these innovative tools can shape the future of controlled environment solutions and beyond.
 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

