 English▼
English▼




catégories de produits
- pilote de batterie / ligne de production
- ensemble de laboratoire de batterie
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Ion Li batterie matériaux
- matériaux actifs cathodiques
- matériaux actifs d'anode
- Customized Battery Electrode
- Matériaux de cellule de pièce
- puce au lithium
- pièces de cellules cylindriques
- collecteurs de courant de batterie
- matériaux conducteurs de batterie
- électrolyte et poche
- Metal Mesh
- liant de batterie
- séparateur et ruban
- film stratifié aluminium
- bande / feuille de nickel
- Battery Tabs
- matériaux de graphène
- Nickel Felt
- Titanium Fiber Felt
- Batterie
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- toutes les machines d'assemblage de batterie
- testeur et analyseur de batterie
- Battery Safety Tester
- Material Characterization Tester
- machine de presse de roulement
- machine de soudage par points en métal
- machine de mélangeur sous vide
- machine à sertir / démonter
- machine de scellage sous vide
- remplissage d'électrolyte
- empileuse / bobineuse
- coupe-électrode / refendeuse
- poche formant la machine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Boîte à gants sous vide
- des fours
- Coaters
- PVD Coater
- presse hydraulique
- Large Press Machine
- mélangeur centrifuge planétaire / broyeur
- broyeur à billes
- machine de laboratoire
- Fours sous vide
- chambre d'essai d'humidité de la température
- Hardness Tester
- Spray Dryer
- Cutting Machine
- incubateur
- évaporateurs rotatifs
- Viscometer
- Three Roller Mill
- analyseur de surface
- broyeur de laboratoire
- machine de durcissement UV
- congélateurs ultra-bas
- Water Chiller
- Laser Cleaning Machine
- autre équipement de laboratoire
- Cutting Machine
- mousse d'électrode métallique
Contactez-nous
- Si vous avez des questions, veuillez communiquer avec nous, toutes les questions recevront une réponse
- WhatsApp : +86 18659217588
- Messagerie : David@tmaxcn.com
- Messagerie : Davidtmaxcn@gmail.com
- Ajouter : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Machine de découpe automatique de batteries au lithium pour la production de batteries prismatiques
Model Number:
TMAX-YK-FT-750Paiement:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Messagerie : David@tmaxcn.com
- Messagerie : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Précédent:
Machine de soudage par ultrasons semi-automatiqueProchaine:
Système de recyclage NMP de batterie prismatique
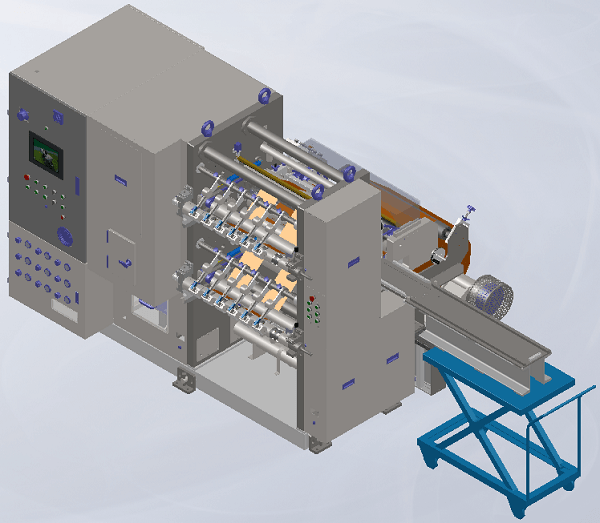
Machine de découpe automatique de batteries au lithium pour la production de batteries prismatiques
1 、 Présentation de l'équipement :
1.1 E Fonction d'équipement et introduction du principe :
Fonctions principales: Auto La machine à refendre se concentre sur la conception et la construction de l'industrie des batteries au lithium. L'équipement est principalement utilisé pour le processus de laminage ultérieur, et la tranche de poteau laminée est divisée en plusieurs petits rouleaux selon le processus du client.
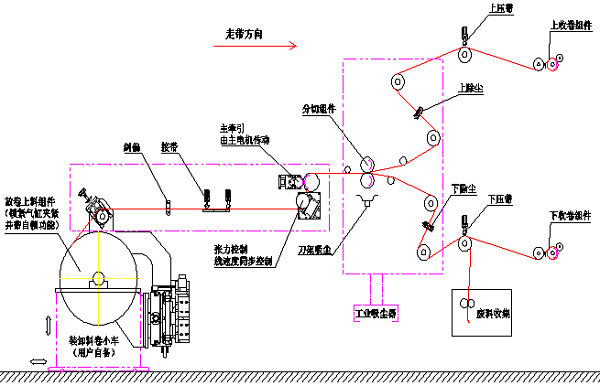
Composition du mécanisme : les principaux composants de la refente sont divisés en mécanisme de déroulement, mécanisme de correction de déviation, plate-forme de connexion de la courroie, mécanisme de traction, mécanisme de refendage, mécanisme de brossage de poudre et de dépoussiérage, mécanisme de rouleau de suivi, mécanisme de pressage des comprimés, mécanisme de pressage des rouleaux et mécanisme d'enroulement.
Principe de coupe: le système de déroulement à tension constante en boucle fermée et le système de tension conique à enroulement actif sont adoptés, avec une fonction de correction automatique de la déviation, et la vitesse de la fraise est réglable. Le rouleau entier de pièces polaires est divisé en plusieurs petits rouleaux selon les exigences du processus grâce au mécanisme de dépoussiérage de transmission.
1.2 voir les dessins ci-joints pour le principe de l'équipement (pour référence seulement)
1.3 je Introduction à l'organisation des équipements :
Système de tension de déroulement :
Cet équipement adopte un déroulement passif et la tension est principalement contrôlée par un ensemble de système de contrôle de tension en boucle fermée. La pièce polaire passe à travers le rouleau de détection de tension, et après les résultats de calcul et de réglage du système de contrôle de tension, le changement de diamètre de la bobine n'affecte pas l'effet de refendage, assurant ainsi la stabilité de la sortie de tension. Le déroulement a pour fonction de corriger la déviation. Même si le matériau entrant n'est pas soigneusement enroulé dans une certaine plage, il peut être coupé normalement grâce à la correction automatique. Le mécanisme d'alimentation adopte la méthode d'alimentation de haut en haut, qui est humanisée et facile à utiliser. Grâce à la voiture d'alimentation, l'intensité du travail est réduite et la sécurité de fonctionnement est améliorée.
Structure porte-outils :
Il adopte une structure de repose-outil de type Xicun, et le diamètre de l'outil de 100 mm ou 130 mm peut être personnalisé selon les clients. La vitesse des couteaux supérieur et inférieur est réglable, ainsi que la configuration combinée de l'entretoise. Le couteau inférieur adopte la conception de couteau plat et le manchon de couteau supérieur adopte la structure de rotation de couteau réglable.
Mécanisme de transmission :
La transmission de cet équipement utilise principalement une courroie synchrone et un réducteur planétaire à roue à courroie synchrone pour réaliser la cohérence de la vitesse de passage des rouleaux et de l'axe de guidage. Le système de transmission adopte le servomoteur Mitsubishi. Les rouleaux d'entraînement et les composants sont strictement tenus de répondre aux exigences d'équilibre dynamique de moins de 10 grammes, ce qui réduit considérablement les vibrations lors du fonctionnement de l'équipement et l'usure du mécanisme de transmission. La surface du rouleau adopte un traitement de durcissement miroir et anode dure. La dureté doit strictement être d'environ 25 degrés, ce qui n'est pas facile à déformer, et le faux-rond de la surface du rouleau doit être de plus ou moins 0,02 mm. Même si l'équipement est trop ancien, la précision du mécanisme de transmission de puissance de l'équipement peut être garantie.
Mécanisme à rouleaux :
Le mécanisme de pressage à rouleaux est principalement un rouleau métallique avec une certaine dureté sur la surface de plusieurs degrés de liberté reliés par un arbre. Sa fonction principale est de s'assurer que la pièce polaire ne se cambrera pas pendant le processus d'enroulement et n'aplatira pas les bords ondulés produits par la bande lors de la coupe. Le rouleau presseur adopte la conception intégrale et l'effet de performance est meilleur que la conception divisée.
Rouleau d'électrode traçage du diamètre mécanisme:
Le mécanisme de rouleau de suivi sert principalement à assurer la régularité de l'enroulement des pôles. Un groupe de fibres optiques de détection de bords opposés est utilisé de haut en bas du mécanisme pour détecter la taille et la position du diamètre de la bobine et contrôler avec précision la distance entre le rouleau de suivi et le diamètre de la bobine. La structure de suivi est entraînée par le moteur et le rouleau de suivi est entraîné pour se déplacer en douceur sur le rail de guidage à travers le réducteur et le mécanisme de connexion à crémaillère pour obtenir un effet de contrôle stable. L'intention de conception principale de ce mécanisme comporte deux points. La première consiste à faire rouler le surroulage avant l'enroulement aussi près que possible de l'arbre d'enroulement, de manière à réduire l'amplitude d'oscillation de la bobine de matériau lors de l'entrée dans l'enroulement, afin d'augmenter l'uniformité de l'enroulement. Le deuxième point consiste principalement à détecter la taille du diamètre d'enroulement, afin de fournir une base de calcul pour que la vitesse du moteur d'enroulement corresponde à la vitesse de marche de la bande.
Mécanisme de brossage de poudre et d'aspiration de poussière :
L'équipement est composé d'un aspirateur à turbine haute puissance industriel professionnel de 2,2 kW et d'un ensemble de couteaux d'aspiration de poussière et d'un mécanisme d'aspiration de poussière de brossage de poudre de pièce polaire supérieure et inférieure, qui peut absorber en temps opportun la poussière laissée sur la pièce polaire, améliorer la sécurité de la production et de l'utilisation des batteries, réduire les dommages causés par les particules de poussière dans l'atelier de production à la santé des employés et améliorer la supériorité de l'environnement de travail.
Mécanisme de remontage :
Ce mécanisme est principalement utilisé pour l'enroulement de la bande après refendage. L'électricité est principalement un ensemble de servo Mitsubishi, deux groupes de dispositifs de contrôle de tension pneumatique à soupape proportionnelle SMC, des arbres de glissement d'enroulement de haute précision de haut en bas, qui sont combinés par des anneaux de connexion de torsion concentriques. L'arbre d'enroulement est verrouillé par le mécanisme de la barre de pression du cylindre, ce qui peut mieux refléter l'humanisation de la conception. L'effet est plus stable et pratique en fonctionnement.
2 、 Liste de configuration des principales pièces et composants de l'équipement :
SN |
Nom |
Marque |
Origine |
1. |
API Système de contrôle |
Mitsubishi |
Japon |
2. |
asservissement |
Mitsubishi |
Japon |
3. |
Écran tactile dix Couleur en pouces |
Weinview |
Taïwan |
4. |
Boutons et composants électriques de commande principaux |
Schneider / Chint |
France domestique |
5. |
Système de contrôle de tension |
Dongdeng |
Chine |
6. |
Système de correction de déviation |
Dongdeng |
Chine |
7. |
codeur rotatif |
OMRON |
Japon |
8. |
Interrupteurs et capteurs de proximité |
Daochuan |
Chine |
9. |
Composants pneumatiques |
AirTAC |
Taïwan |
dix. |
Électrovanne proportionnelle |
CMS |
Japon |
11. |
rail de guidage linéaire |
TCC |
Chine |
12. |
Palier |
DRH |
Chine |
13. |
aspirateur |
LDZW-1000 |
Chine |
14. |
Lame à refendre |
Kaijin |
Chine |
3 、 Paramètres techniques et configuration d'usine de l'équipement :
SN |
Article |
spécification |
Remarque |
1 |
Système adapté |
Procédé de séparation de bandes pour électrodes positives et négatives de phosphate de fer lithium, oxyde de cobalt lithium, manganate de lithium, batteries à système ternaire |
|
2 |
Épaisseur du substrat de fonctionnement |
( Al ) déjouer : dix ~ 30um (cu) déjouer : 6 ~ 30um Y compris le matériel de base : 50 ~ 250μm |
|
3 |
Largeur de substrat de fonctionnement |
≥750 millimètre |
|
4 |
Précision de la largeur de coupe |
±0,05 millimètres |
|
5 |
Qualité des bords de l'électrode en bande |
Pas de bouclage, de fissures, de vagues, de plis, de chute de poudre, d'étirement, d'exposition à la feuille, de dentelure évidente et d'autres défauts de qualité |
Sauf pour les mauvais matériaux entrants |
6 |
Contrôle des bavures de la pièce polaire |
Bavure après refendage des tranches polaires : bavure longitudinale < 6 euh (au-delà de la direction de la pièce polaire), bavure transversale < 8 euh (direction de la pièce polaire) la détection verticale de la pièce polaire est longitudinale et la détection horizontale est transversale. |
Selon la durée de vie de la lame |
7 |
Rectitude (décalage en serpentin du bord) |
≤±0 .3 mm/mètre |
|
8 |
Précision d'enroulement |
±0. 2 millimètre |
|
9 |
Largeur de coupe |
Largeur de coupe : ci-dessus 30mm
|
Largeur de coupe : 18mm-30mm ( personnalisé ) |
dix |
vitesse de course |
Vitesse de coupe ≥45 m/min ( dépend du matériau) |
|
11 |
Système de contrôle de tension |
Contrôle de la tension constante , 0~50N , Freinage par particules magnétiques |
|
12 |
Méthode de correction |
Auto CBE contrôler , voyage: 80mm |
|
13 |
Précision de correction de l'écart de déroulement |
±0,2 mm |
|
14 |
Diamètre d'enroulement |
Déroulement≦Ф 70 0mm , enroulement ≦Ф 60 0mm |
|
15 |
Charge maximale de déroulement |
300 Kg |
|
16 |
Arbre d'enroulement |
Deux arbres à double glissement, qui peuvent tourner unilatéralement, sont pratiques pour la récupération, et la configuration d'usine convient à la largeur d'enroulement de plus de 35 mm |
|
17 |
Matériau de la lame |
Acier allié au tungstène |
|
18 |
Diamètre de la découpeuse |
Diamètre extérieur : 100mm , La lame supérieure peut être meulée au diamètre extérieur de service au moins : Φ95mm |
|
19 |
Largeur de coupe du bord de chute dans la zone de la bande |
≤3 millimètres ; Les doubles rouleaux pinceurs pincent séparément et le couple de pincement est réglable |
|
20 |
Collecte de poussière de poteau |
Après la coupe de la tranche de poteau, le brossage de poudre antistatique et le nettoyage à l'aspirateur sont adoptés |
Fournir un appareil à pression négative |
21 |
Récupération de poussière de lame |
Installation des lames supérieure et inférieure, dépoussiérage et aspiration |
|
22 |
Réglage de la largeur de coupe |
Remplacer différentes douilles d'espacement |
|
23 |
Quantité de morsure de Slitter |
Ajuster la position du coin entre les plateaux de coupe |
|
24 |
Nombre de porte-outils / jeu |
1 jeu de repose-outils et chariot porte-outils |
|
25 |
un mode d'emploi |
1 copie avec manuel d'utilisation et instructions d'utilisation |
|
26 |
Dessin des parties vulnérables |
1 Positionner |
|
27 |
Dessin des parties vulnérables |
1 Positionner |
|
28 |
Poids du roulement à glissement |
150kg |
|
4 、 Fonctions principales du système de contrôle :
SN |
Article |
spécification |
Remarque |
|
1. |
La tension de déroulement est réglable |
Plage de tension 1kg-50kg réglable |
|
|
2. |
Le rapport de vitesse de transmission du jeu de fraises est réglable |
Le rapport de vitesse de transmission peut être ajusté en fonction de l'état de coupe |
|
|
3. |
Nombre de sorties |
Il a pour fonction de compter la sortie totale et la sortie d'un seul rouleau. |
|
|
4. |
Fonction de mémoire de durée de vie d'outil |
Fonction de mémoire de durée de vie de la longueur de coupe de l'outil. |
Cathode ≥15 0000m , Anode ≥30 0000m (dépend de la matière première) |
|
5. |
S contrôle du pipi |
Avec fonction haute et basse vitesse et vitesse réglable de 1 à 50 m/min |
|
|
6. |
Fonction de recette de paramètres |
Les paramètres peuvent être enregistrés et appelés selon le modèle. |
|
|
7. |
Fonction d'autorisation de gestion |
Il peut être géré selon le niveau d'exploitation. |
|
|
8. |
Fonction d'arrêt d'urgence |
En cas d'urgence, appuyez sur l'arrêt d'urgence pour arrêter rapidement. |
|
|
9. |
Fonction d'arrêt automatique sans matériel |
Il s'arrêtera automatiquement lorsqu'il n'y aura plus de matériau dans le déroulement. |
|
|
dix. |
Affichage d'alarme de défaut |
Lorsqu'un défaut se produit, les informations d'alarme correspondantes et les instructions de traitement des défauts s'affichent |
|
|
11. |
Fonction de protection contre les sous-tensions |
Lorsque la pression d'air de l'équipement est insuffisante, l'équipement émettra une alarme. |
|
|
12. |
Dispositif d'éclairage |
Les dispositifs d'éclairage sont utilisés dans les positions clés. |
|
|
13. |
IO Fonction de surveillance |
Il peut surveiller l'état des signaux d'entrée et de sortie. |
|
|
14. |
Contrôle de correction de déviation |
La correction de déviation peut être commutée automatiquement et manuellement. |
|
|
15. |
Fonction de mise hors tension de la mémoire |
Les données et paramètres pertinents peuvent être mémorisés et sauvegardés en cas de panne de courant. |
|
|
5 、 Outils de mise en service :
SN |
Nom |
Modèle |
Qté |
|
1 |
Clé |
5.5-7 8-10 12-14 17-19 |
1 chacun |
|
2 |
Clé à molette |
300mm |
1 pc |
|
3 |
clé hexagonale intérieure |
1.5-10 |
1 Positionner |
|
4 |
Clé à crochet |
|
1 pc |
|
5 |
pince à circlips |
Carte générique |
1 pc |
|
6 |
conducteur de boulon |
Droit / croix |
1 chacun |
|
6 、 Dimension extérieure et qualité des équipements :
Taille: 2450×2150×1850 ( L×W×H ) masse: 3T
7 、 Exigences relatives à l'environnement d'installation et aux installations de support
1) Température ambiante : =25 ℃ ± 5 ;
2) Humidité relative : 45 ≤ HR ;
3) Assurez-vous que l'air sur le site est sec et dégagé ;
4) Alimentation : 380 V, système triphasé à cinq fils 50 Hz, plage de fluctuation de tension : + 8 % - 8 % ;
La puissance totale de l'alimentation n'est pas inférieure à 15 kW ;
5) Air comprimé : après séchage, filtrage et stabilisation : la pression de sortie est supérieure à 5,0 kg/cm2



 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

