 English▼
English▼




catégories de produits
- pilote de batterie / ligne de production
- ensemble de laboratoire de batterie
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Ion Li batterie matériaux
- matériaux actifs cathodiques
- matériaux actifs d'anode
- Customized Battery Electrode
- Matériaux de cellule de pièce
- puce au lithium
- pièces de cellules cylindriques
- collecteurs de courant de batterie
- matériaux conducteurs de batterie
- électrolyte et poche
- Metal Mesh
- liant de batterie
- séparateur et ruban
- film stratifié aluminium
- bande / feuille de nickel
- Battery Tabs
- matériaux de graphène
- Nickel Felt
- Titanium Fiber Felt
- Batterie
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- toutes les machines d'assemblage de batterie
- testeur et analyseur de batterie
- Battery Safety Tester
- Material Characterization Tester
- machine de presse de roulement
- machine de soudage par points en métal
- machine de mélangeur sous vide
- machine à sertir / démonter
- machine de scellage sous vide
- remplissage d'électrolyte
- empileuse / bobineuse
- coupe-électrode / refendeuse
- poche formant la machine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Boîte à gants sous vide
- des fours
- Coaters
- PVD Coater
- presse hydraulique
- Large Press Machine
- mélangeur centrifuge planétaire / broyeur
- broyeur à billes
- machine de laboratoire
- Fours sous vide
- chambre d'essai d'humidité de la température
- Hardness Tester
- Spray Dryer
- Cutting Machine
- incubateur
- évaporateurs rotatifs
- Viscometer
- Three Roller Mill
- analyseur de surface
- broyeur de laboratoire
- machine de durcissement UV
- congélateurs ultra-bas
- Water Chiller
- Laser Cleaning Machine
- autre équipement de laboratoire
- Cutting Machine
- mousse d'électrode métallique
Contactez-nous
- Si vous avez des questions, veuillez communiquer avec nous, toutes les questions recevront une réponse
- WhatsApp : +86 18659217588
- Messagerie : David@tmaxcn.com
- Messagerie : Davidtmaxcn@gmail.com
- Ajouter : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Machine de découpe automatique pour la production de batteries prismatiques
Model Number:
TMAX-YK-DP400-L01BPaiement:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Messagerie : David@tmaxcn.com
- Messagerie : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Précédent:
Machine d'empilage à grande vitesse à double station pour la fabrication de cellules prismatiquesProchaine:
Machine de revêtement de film bleu à batterie prismatique
Machine de découpe automatique pour la production de batteries prismatiques
1 、 Présentation de l'équipement
1. Fonctions de l'équipement
* fonction de déroulement (deux mécanismes de déroulement sont adoptés et le servomoteur contrôle indépendamment le déroulement automatique);
* fonction de correction de déviation (correction de la déviation du mécanisme de déroulement et de la électrode est transporté avant le poinçonnage);
* système de contrôle de la tension de la courroie (la tension de la courroie est contrôlée indépendamment par deux modes de tampon, ce qui peut réduire la gigue de la courroie lors du processus de découpe à haute pression);
* la matrice convexe concave en métal est utilisée pour compléter la formation de l'oreille polaire (une matrice en acier au tungstène est utilisée, avec une durée de vie élevée et une petite bavure de poinçonnage);
* dépoussiérage des rouleaux de l'équipement (absorption de la poussière des rouleaux de traction);
* avant la découpe, le électrode est brossé et aspiré;
* fonction de coupe à puce unique (adopter une structure d'entraînement de vilebrequin à servocommande pour terminer la coupe, adopter un moule en acier au tungstène, avec une durée de vie élevée et une petite bavure de poinçonnage);
* Célibataire électrode fonction de convoyage (trois bandes aspirantes sont utilisées pour convoyer électrode , dépoussiérage des deux côtés du électrode et le dépistage des produits défectueux sont effectués pendant le processus de convoyage) ;
* dépoussiérage des deux côtés du électrode (feutre de laine et dépoussiérage à pression négative par défaut ; dispositif de dépoussiérage électrostatique sans contact réservé) cette méthode de dépoussiérage est facultative ;
* double détection CCD et étiquetage de électrode défauts de surface (CCD détecte les deux côtés de la électrode , l'étiqueteuse étiquette les produits non qualifiés après détection et tire cette section à travers lorsque l'oreille polaire est formée ; l'équipement n'a pas cette fonction par défaut, et la position d'installation est réservée) cette fonction est facultative ;
l détection de code couleur des produits défectueux (l'électrode de détection a une étiquette défectueuse et le dispositif d'électrode filtre automatiquement les produits défectueux);
* Célibataire électrode taille détection CCD (pour chaque électrode détection de taille globale, l'équipement filtrera automatiquement les produits défectueux);
* électrode fonction de collecte ( électrode la fonction de comptage est installée dans la boîte à matériaux, avec la fonction de tri électrode s, et le électrode s sont soigneusement rassemblés dans la boîte de matériel);
* la fonction de conversion et de transport du boîtier de la cartouche (la cartouche est installée sur le plateau tournant et le boîtier de la cartouche est automatiquement converti ; le manipulateur extrait le boîtier de la cartouche et connecte la ligne de matériau) le boîtier de la cartouche peut être partagé avec la machine à plastifier ;
2. Principe d'équipement
Le principe de l'alimentation continue de la bobine polaire, du contrôle du poinçonnage et de l'impulsion polaire via le mode de came électronique et du contrôle de la distance inégale par servo-traction.
3. Processus d'action de l'équipement
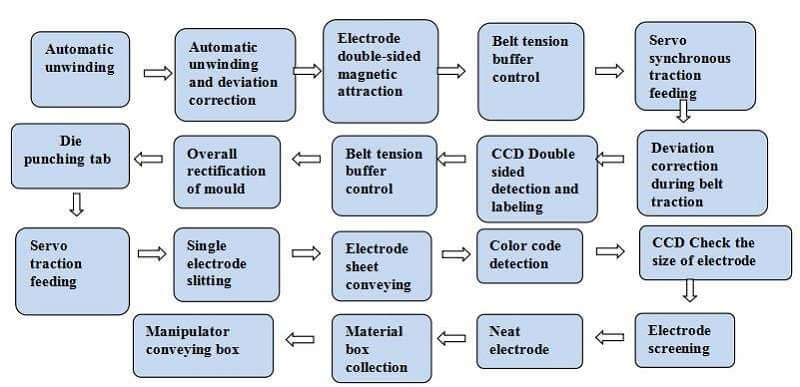
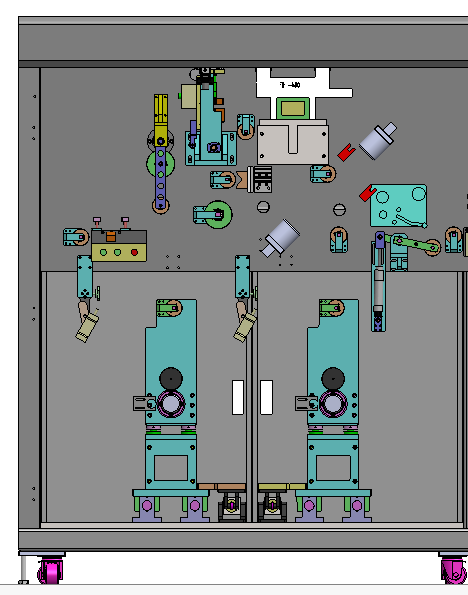
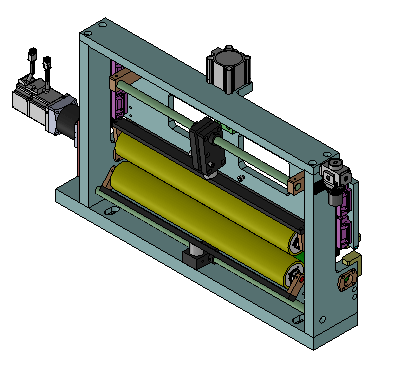
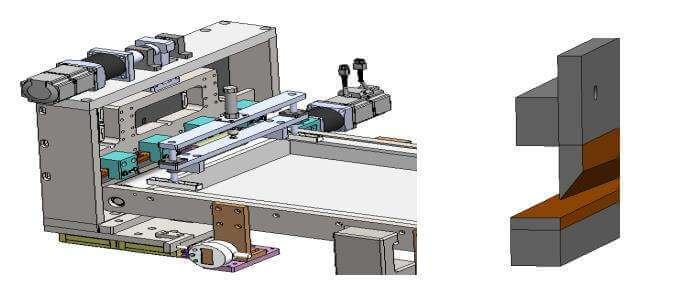
4. Structure globale
1) Taille : 4200 millimètre L ; O : 1 2 8 0mm ; H : 2050mm 。
2) Masse : 1,85 J
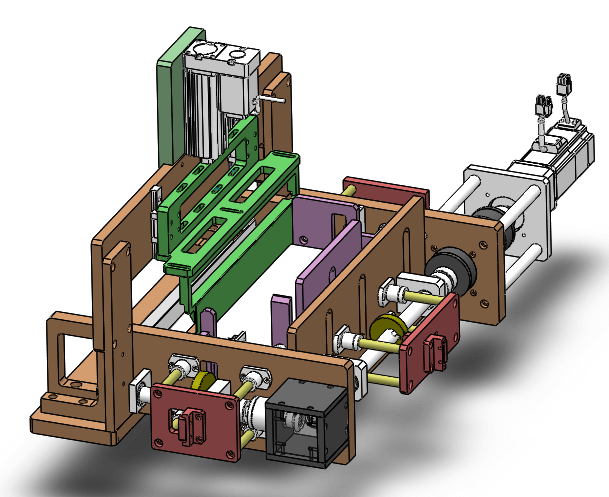
3) Schéma de la structure globale
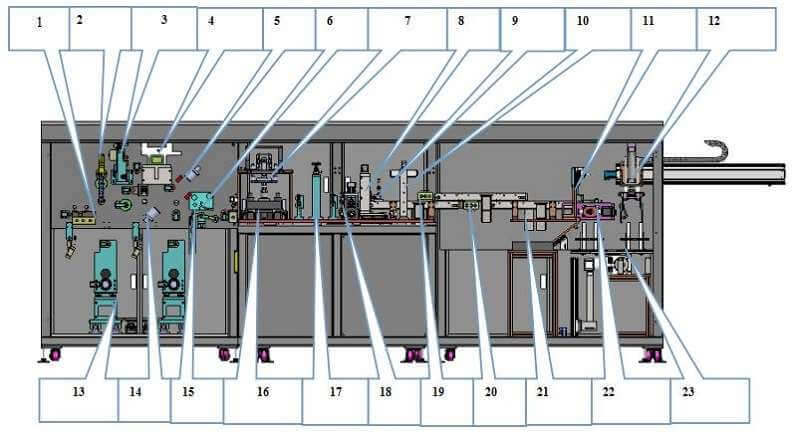
1. 上料接料台: Plate-forme d'alimentation et de réception
2. 张力缓存机构 : Mécanisme de tampon de tension
3. 滚轮牵引机构: Mécanisme de traction à rouleaux
4. 过程纠偏组件 : Composant de correction de processus
5. CCD 检测 : Test CCD
6. 贴胶机 :Applicateur de colle
7. 极耳成型模切组件 : Tab formant ensemble de découpe à l'emporte-pièce
8. 裁切机构 :Mécanisme de coupe
9. 色标传感器 :Capteur de code couleur
dix. CCD 检测机构 : Mécanisme de détection CCD
11. 次品剔除机构 :Mécanisme de rejet
12. 机械手抓取机构 :Mécanisme de préhension du manipulateur
13. 自动放卷纠偏装置 : Dispositif de déroulement automatique et de correction de déviation
14. CCD 检测 :Test CCD
15. 缓存机构 : Mécanisme de cache
16. 模具冲切机构 : Mécanisme de poinçonnage
17. 转型调节机构 :Institution d'ajustement à la transformation
18. 滚轮牵引机构 :Mécanisme de traction à rouleaux
19. 除尘机构 :Mécanisme de dépoussiérage
20. 除尘机构 :Mécanisme de dépoussiérage
21. 次品收集盒 :Boîte de collecte de produit défectueuse
22. 整齐料盒极片机构 :Mécanisme d'électrode de boîte de matériau soigné
23. 转化料盒机构 :Mécanisme de boîte de conversion
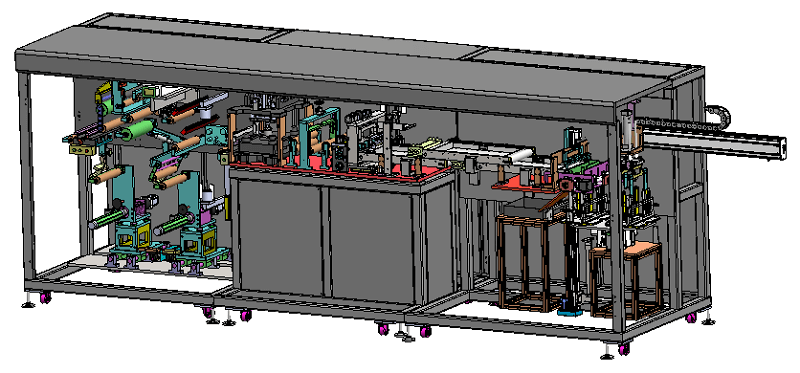
4) Schéma d'apparence de l'équipement
4 、 Présentation des fonctions des composants de l'équipement
1. Dispositif d'alimentation automatique
je Diamètre maximum : φ700mm ;
je poids maximum : 150kg ;
je Diamètre intérieur du manchon : 150,2 ± 0,5 mm ;
je Mode de déroulement et d'alimentation : l'alimentation est directement opérée par chariot d'accostage logistique ou manuelle ;
je Le mécanisme de déroulement adopte la structure de l'arbre gonflable et les deux extrémités de l'arbre gonflable sont équipées de roulements à billes, de structure ferme. ;
je Il est équipé d'une plate-forme de connexion de ceinture d'enroulement et d'une ligne de marquage auxiliaire, ce qui est pratique pour la connexion manuelle de la ceinture ;
je Il y a une barre d'aimant permanent avec 40000gs derrière la table de réception pour enlever le fer de l'avant et de l'arrière du électrode ;
je Dépoussiérage par brosse rouleau double face de pièce polaire avant découpe ;
je Avec dispositif de pressage avant la découpe ;
je Le système d'asservissement est utilisé pour contrôler le déroulement synchrone afin de maintenir la tension stable ;
je La plage de tension réglable est de 0 à 150 N , et la précision est de ± 10 % ;
je Avant et après les matériaux supérieurs et inférieurs, l'arbre d'enroulement oscille≤5mm ;
je Distance de la face d'extrémité de l'arbre d'enroulement à l'extérieur du capot de protection≤250mm ;
je Avec conception de protection de sécurité ;
je Le système de correction de déviation adopte un capteur de correction de déviation CCD de haute précision pour contrôler le côté opposé et améliorer la précision de correction de déviation ± 0,2 mm .
1. Système de contrôle de la tension de la courroie
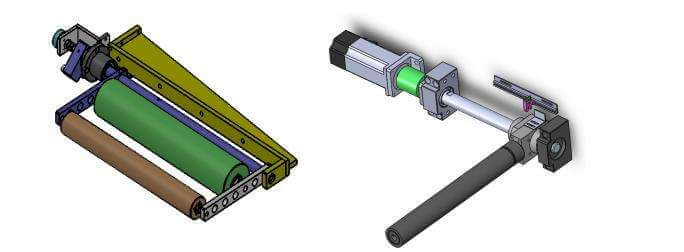
je Le contrôle de la tension de déroulement de la bande de matériau est composé de deux mécanismes ;
je La partie de déroulement de l'arbre d'expansion d'air est contrôlée par le balancement du cylindre à faible frottement pour contrôler la tension pendant le processus de déroulement ;
je Pendant le poinçonnage, la courroie oscille de haut en bas et le servomoteur tire la tige filetée pour compenser. Par exemple, lorsque la matrice monte et descend, le servomoteur tire rapidement la longueur de la pièce polaire pour assurer la tension dans le processus de transport de la pièce polaire ;
je La partie pivotante adopte une vanne proportionnelle de haute précision, un potentiomètre de haute précision et un cylindre à faible frottement pour contrôler l'alimentation de manière synchrone ;
je La tige de vis est contrôlée par une quantité analogique servo et la tension peut être réglée en fonction de la taille de la pièce polaire ;
2. Languette dispositif de poinçonnage et de formage
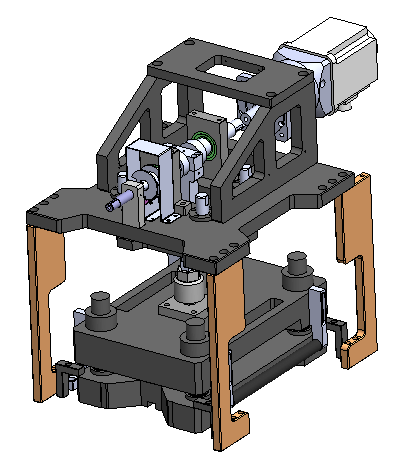
je UN dopt la forme de poinçonnage convexe concave en métal pour compléter la formation du languette
je Le poinçonnage supérieur et inférieur adopte le mode de contact de point de ciseaux ;
je Le vilebrequin à servocommande est utilisé pour compléter l'action de poinçonnage à grande vitesse de la matrice, et la pièce polaire est exempte de dommages, de chute de poudre, d'angles vifs et d'autres défauts pendant le processus de tranchage ;
je Le démontage et l'installation de la matrice sont simples et la largeur de la pièce polaire est facile à régler. Il peut répondre aux différentes tailles de pièces polaires dans une certaine plage, et le temps de changement est inférieur à 1 heure ;
je Un dispositif de collecte des déchets en forme d'entonnoir est installé sous le moule, et les déchets générés après le poinçonnage et la découpe peuvent être immédiatement aspirés dans le dispositif à entonnoir puis collectés dans la boîte de recyclage des déchets (nettoyage une fois par quart de travail, temps de nettoyage ≤ 5min) ;
je La matrice supérieure de la matrice est équipée d'une fonction de refroidissement par soufflage à pression positive pour améliorer la durée de vie de la matrice ;
je Le mécanisme de poinçonnage est équipé d'une fibre optique de protection de sécurité et d'un capot de protection de sécurité ;
je Le système adopte un capteur de correction de déviation CCD de haute précision pour améliorer la précision de la correction de déviation , ≥0.2mm;
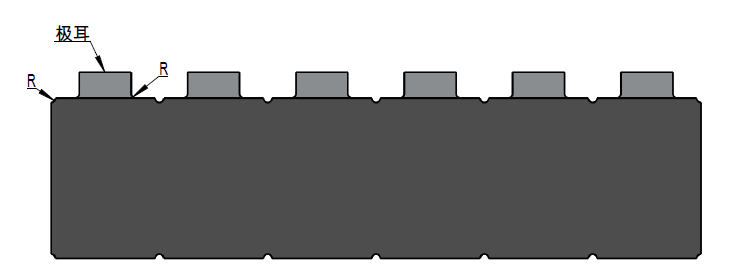
je Paramètres de électrode après avoir frappé :
3. Dispositif de traction à courroie
je Le processus de traction et de transport de la bande de matériau se compose de deux ensembles de rouleaux de traction ;
je Le premier ensemble de processus d'enroulement de contrôle à grande vitesse transportant la synchronisation ;
je Le deuxième ensemble de pièce polaire centrale de poinçonnage de contrôle à grande vitesse transportant la synchronisation ;
je Adopter la fonction d'alimentation à distance inégale de servocommande ;
je Il y a un bronzer roue de guidage devant le rouleau de traction pour empêcher le languette d'être actualisé après la découpe. La roue de guidage peut être ajustée facilement lors du changement de modèle ;
je Les deux rouleaux sont directement équipés de rouleaux absorbant la poudre pour éliminer la poussière accumulée lors de la traction des rouleaux ;
je Le rouleau de pressage est automatiquement comprimé par un cylindre pneumatique, ce qui est pratique pour le filetage .
4. Mécanisme de coupe
je je Dans le processus de coupe des tranches polaires, il y a une fonction de pré-pressage à l'avant et un rouleau de traction à l'arrière pour assurer la ductilité de la tranche polaire avant la coupe et la précision dimensionnelle de la coupe de la poudre des tranches polaires ;
je après découpe, l'équipement est équipé d'une fibre optique à induction pour éviter que le couteau polaire ne soit confondu avec plusieurs déchets ;
je le couteau inférieur est installé avec un aspirateur pour absorber la poussière ;
je Le couteau en acier au tungstène intégré est adopté pour réduire les coûts de maintenance et de remplacement ;
je la coupe a une fonction de comptage.
5. Électrode fonction de correction dans la boîte d'alimentation
je pendant le fonctionnement de la électrode , le servomoteur entraîne le mécanisme de tri pour corriger le électrode ;
je Après correction, le électrode sont empilés dans la boîte de matériel pour s'assurer que le électrode dans la boîte de matériel sont soignés ;
je La boîte de matériau a une fonction de comptage et les pièces polaires sont exemptes de dommages, de sertissage, de flexion, de rayures et d'autres défauts pendant le fonctionnement et l'empilement ;
je Quand le électrode dans la boîte de matériel est remplie, elle passera automatiquement au mécanisme de tampon pour recevoir le matériel .
5 、 Dispositif de dépoussiérage (facultatif)
je 1) Roue en laine, pression négative pour collecter la poussière
je l'équipement adopte une roue de laine et une méthode de dépoussiérage à pression négative, qui a un bon effet de dépoussiérage, une efficacité élevée et un faible coût ;
je Quand le élec foulé passe à travers l'extrémité d'entrée de la tête de nettoyage, faites rouler la brosse d'entraînement pour balayer la poudre afin d'éliminer la poussière à la surface de la électrode ;
je Par la suite, la pièce polaire reçoit un vent de pression négative interne pour absorber la poussière de dérive et la poussière sur la roue à brosse ;
je La poussière est collectée dans le ventilateur à pression négative, facile à nettoyer (une fois par mois, temps de nettoyage ≤ 5min).
je 1) Dépoussiérage sans contact
je adoptez la méthode de dépoussiérage sans contact du vent ionique à haute pression, qui a un bon effet de dépoussiérage, une efficacité élevée et un coût élevé;
je Quand le électrode passe à travers l'extrémité d'entrée de la tête de nettoyage, le nuage d'ionisation ici et l'électricité statique sur la surface de la bobine sont éliminés ;
je Puis le électrode est affectée par le flux d'air turbulent généré par le flux d'air interne de soufflage et d'aspiration du dispositif de tête de nettoyage ;
je L'effet d'un flux d'air turbulent entraîne un frottement à haute fréquence du e électrode ;
je L'action combinée du fretting à haute fréquence et du flux d'air turbulent du électrode rompt la couche d'interface avec l'air à la surface de la pièce polaire, et en même temps, les polluants libérés par la couche d'interface sont aspirés dans le flux d'air sous vide ;
je Quand le électrode quitte la tête de nettoyage, la pièce polaire traversera un autre nuage d'ions pour empêcher la pollution secondaire à la surface de la électrode.
6. Caractéristiques de conception
Caractéristiques |
Avantages |
Nettoyage sans contact |
Éviter les risques de marques et de dommages sur la surface du électrode , et en même temps, n'affectent pas la détection de suivi de la position du électrode à la ceinture |
Intégration du contrôle électrostatique |
Neutralise l'électricité statique, optimise les performances de nettoyage et prépolarise efficacement la pollution secondaire à la surface de la feuille |
Système unique de "port fixe" |
La connexion de canalisation de la tête de nettoyage est fixe et l'installation de la tête de nettoyage est plus facile |
Équilibre du volume d'air |
La valeur d'écart entre le volume de soufflage et le débit d'air sous vide peut être complètement contrôlée |
Contrôle automatique du vide |
Réduire la fréquence des réglages manuels par les opérateurs. Maintenir automatiquement le meilleur effet de nettoyage |
Pièces sans perte |
Coût d'exploitation réduit |
Fonctionnement silencieux |
Aucun problème de santé et de sécurité causé par le bruit |
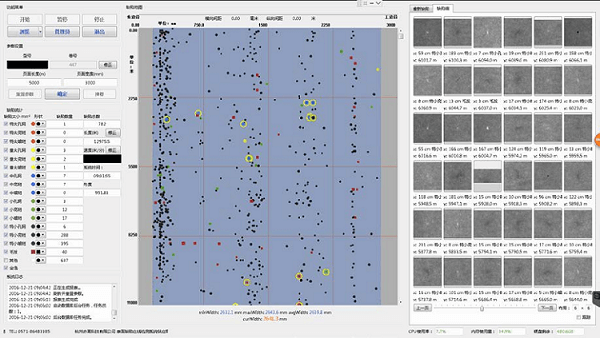
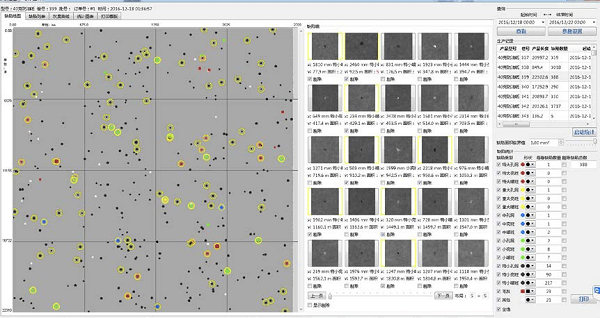
7. Schéma de principe de la détection et de l'étiquetage CCD (un dispositif en option)
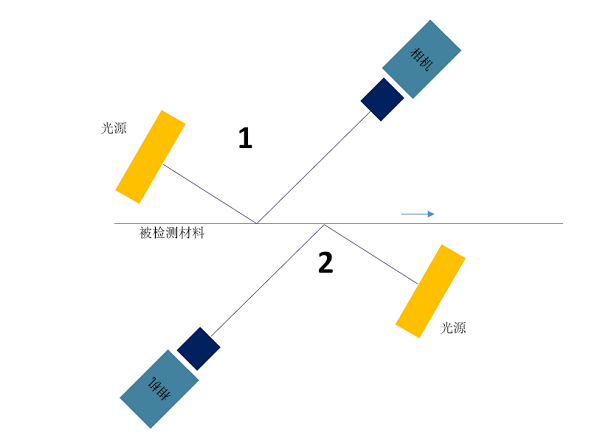
je Classification intelligente : en utilisant la technologie d'apprentissage automatique et d'intelligence artificielle, l'auto-apprentissage et la classification automatique peuvent être effectués en fonction de la définition de la catégorie de défauts par l'utilisateur ;
je PostgreSQL : adoptez la base de données open source la plus avancée pour stocker les images des défauts, telles que l'emplacement du défaut, sa taille et d'autres informations ;
je Archivage automatique : les données de défaut peuvent être automatiquement sauvegardées sur des appareils ou des systèmes externes en fonction des paramètres de l'utilisateur
je Rapports diversifiés : fournir des rapports sur les résultats des tests et des données statistiques sous forme de tableaux et de graphiques
je Analyse de planéité de surface : affichez la planéité de surface des matériaux en temps réel avec le numérique ;
je interface de fonctionnement pratique et pratique : il peut éliminer et marquer les défauts graves et d'autres fonctions pratiques, ce qui est pratique pour les opérateurs à utiliser ;
je Interface IO : fournir des signaux d'entrée et de sortie tels que l'alarme, la rupture de papier, le changement de rouleau, le démarrage et l'arrêt ;
je Interface d'usine : basée sur le système d'exploitation Windows, elle peut se connecter à d'autres systèmes et équipements des clients via tcp/ip, Ethernet, OPC et d'autres interfaces ;
je Maintenance par accès à distance : à condition que l'équipement soit connecté à Internet, le système peut être mis à niveau et maintenu via un accès à distance à Internet ;
je Assistance technique : assistance réseau et hotline 7 x 24 heures
je ré interface du système de détection
je interface de visualisation des rapports
je ré Rapport d'élimination des effets
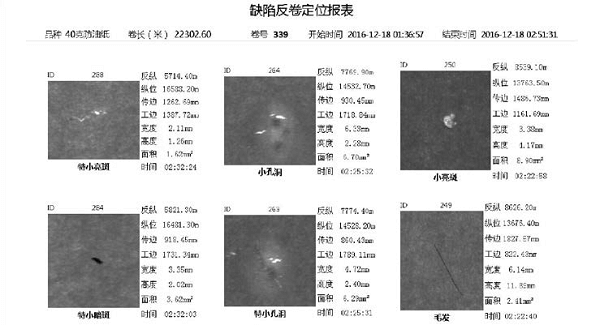
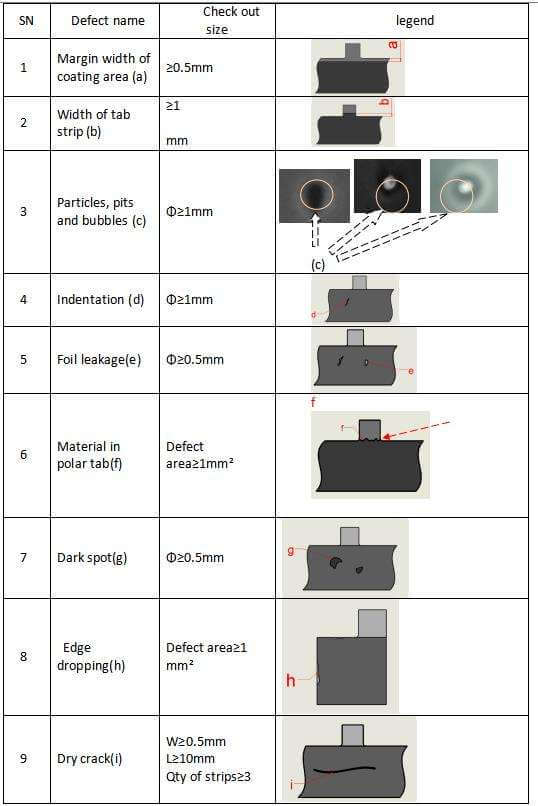
je table d'index de précision de détection des principaux défauts
L dispositif de machine abeling e :
Équipé d'un ensemble d'étiqueteuses, la vitesse de collage correspond à la vitesse de coupe, et la ligne centrale d'étiquetage et la distance du bord intérieur de la pièce polaire peuvent être ajustées, avec une précision de ± 2 mm;
Taille de l'étiquette : 12 mm de large et 14 mm de long, qui peut être personnalisée par les utilisateurs.
UN 、 Taille et spécification des matériaux entrants
SN |
Article |
Spécification |
Remarque |
1 |
Largeur d'alimentation |
300 - 420 millimètre ( y compris l'onglet ) |
|
2 |
Épaisseur du matériau entrant |
Cathode : 9 - 200 μm ; Anode : 9 - 200 μm |
|
3 |
Diamètre intérieur du tambour de décharge |
6 pouce φ 150 .2mm |
|
4 |
Système applicable |
Phosphate de fer au lithium, oxyde de lithium-cobalt, manganate de lithium, matériaux ternaires, graphite et autres systèmes de suspension pour batteries et condensateurs |
|
5 |
Diamètre extérieur de électrode feuille |
≤φ700mm |
|
6 |
Méthode de revêtement |
Revêtement continu |
|
7 |
Erreur de largeur de revêtement entrant |
≤±2mm |
B 、 Besoins en matériaux entrants de production
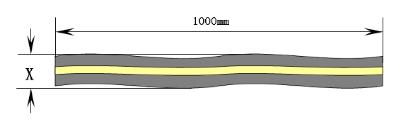
je Erreur d'uniformité de la face d'extrémité de l'enroulement entrant : ±5mm ;
je Erreur serpentine : X±2mm/m ;
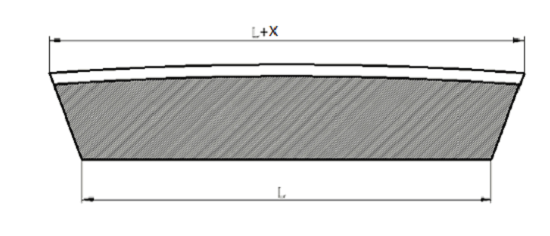
je Électrode vague : X ± 5mm/mètre ;
je assurer la durée de vie du moule et le changement d'épaisseur de matériau à la position de coupe du moule est inférieur à 10 μm
C 、 Processus de production d'équipement
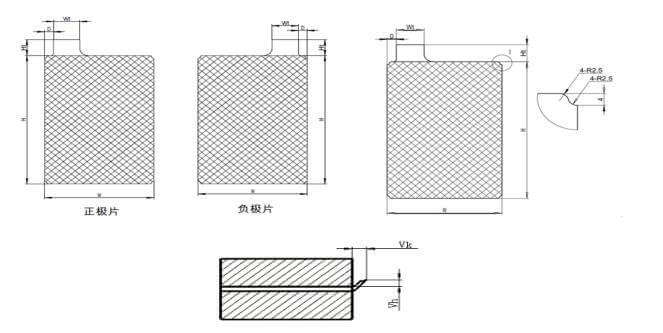
Gamme de taille et précision de électrode après avoir frappé |
||||
SN |
Article |
Taille ( millimètre ) |
Précision |
Remarque |
1 |
Électrode O |
40 ~ 110 |
±0.2mm |
|
2 |
Électrode H |
60 ~ 160 |
±0,25 mm |
|
3 |
Électrode Ht |
dix ~ 30 |
±0.2mm |
|
4 |
Électrode ré distance |
5~ 20 |
±0,25 mm |
|
5 |
Électrode Poids |
6 ~ 65 |
±0.2mm |
|
6 |
bavure vh |
≤7um |
|
|
7 |
bavure vk |
≤25um |
|
|
ré 、 Paramètres d'indice technique de l'équipement
SN |
Article |
Spécification |
1 |
Méthode de poinçonnage |
Poinçonnage |
2 |
Durée de vie de la matrice pour languette et marquer le trou |
Moule à électrode négative 1 million de fois/meulage, temps de meulage du moule ≥ 10 fois 800000 fois/meulage de moule positif, et le nombre de meulage de moule ≥ 10 fois Durée de vie totale du couteau de découpe après réparation : ≥ 10 millions de fois |
3 |
Condition de chargement |
Fonction de chargement manuel des rouleaux, l'équipement peut réaliser la détection des matières résiduelles et la fonction d'alarme Il peut faire la distinction entre le ruban de terminaison de rouleau et le ruban d'épissage de ruban (différentes couleurs de ruban) |
4 |
Électrode dispositif de correction de déviation |
La précision de la correction de déviation est garantie à 0,1 mm sur la prémisse que le matériau n'a pas de défauts de bord |
5 |
Électrode contrôle de tension |
Précision du contrôle de la tension < dix% |
6 |
Matrice d'estampage |
SKD-11 + Acier au tungstène allié importé |
7 |
Dispositif de dépoussiérage |
Dépoussiérage des deux côtés de électrode après avoir frappé |
8 |
Adsorption magnétique |
≥40000GStige magnétique permanente |
9 |
CCD essai |
Un ensemble de dispositif de détection CCD est placé respectivement à l'avant et à l'arrière de la pièce polaire |
dix |
CCD configuration |
8K appareil photo 2 pièces ,Source de lumière 2 pièces |
11 |
CCD Portée de détection |
Max 4 50mm ( Largeur de revêtement : 4 00mm ) |
12 |
CCD Articles de test |
Défauts de revêtement des pièces polaires de batterie au lithium standard telles que feuille exposée, matériau sec, taches sombres, rayures, corps étrangers, etc. |
13 |
CCD Articles de test |
J inverse0.1mm 、 P portrait : 0,1 mm ( Meilleur état de détection ) ( 80m/min , vitesse de coupe) |
14 |
CCD Autres fonctions du système |
Une sortie d'alarme ou un étiquetage peut être fourni en fonction de la taille, du type, de la densité, de la position de coupe et de la périodicité des défauts. Toutes les données de défaut détectées sont stockées dans la base de données SQL de chaque volume ou exportées vers le système de gestion des informations de l'usine ou vers diverses bases de données standard. Le logiciel Reportranger peut produire automatiquement ou manuellement divers rapports automatiques de gestion de la production et de la qualité en fonction des besoins, et peut être défini en fonction des besoins du client, étiqueter avec précision les bords des matériaux et coopérer avec les processus en aval pour mieux trouver et traiter divers défauts . |
15 |
Mécanisme d'étiquetage |
Mécanisme de découpe et d'étiquetage d'étiquettes ; La vitesse d'étiquetage correspond à la vitesse de traction et l'étiqueteuse est située au languette |
16 |
SEM système |
Tous les équipements de processus utilisés doivent avoir une interface système MES |
17 |
Efficacité |
≥ 120 ppm , Taux de mobilisation≥95 % , Taux qualifié≥98% |
18 |
Temps de changement rapide |
Le modèle d'un seul moule de remplacement ne dépasse pas 1 la personne *1H |
19 |
Autres exigences |
1. A. la mise à jour du programme d'équipement peut être réalisée à distance ; b. détection de matériel (électrique) ; L'ordinateur portable avec réseau est configuré en mode distant et le logiciel requis pour le contrôle à distance est installé sur l'ordinateur portable. L'équipementier réalise le contrôle à distance de l'équipement via le notebook. Dans un souci de sécurité des données, un programme de surveillance sera installé sur l'ordinateur portable pour surveiller toutes les données échangées via l'ordinateur portable. 2. Gestion hiérarchique des équipements : au moins trois niveaux sont requis. Le niveau le plus élevé est l'autorité de gestion de l'équipement, qui peut réaliser n'importe quelle opération sur l'équipement et réinitialiser tous les mots de passe. Le deuxième niveau consiste à modifier tous les paramètres de l'équipement et à réaliser le fonctionnement de l'équipement. Le niveau le plus bas concerne le fonctionnement de l'équipement et la modification de certaines opérations. Fonction d'enregistrement du temps de fonctionnement de l'équipement, le contenu de l'enregistrement doit être divisé en temps de fonctionnement automatique, temps de veille, temps de fonctionnement manuel et temps de panne. Le temps de la machine est défini comme le temps où l'équipement est allumé mais aucune opération n'est effectuée, et le temps de défaut est défini comme le temps avant que l'équipement tombe en panne et que le message d'erreur ne soit pas éliminé, et le temps où le bouton d'arrêt d'urgence est enfoncé. ; Le fonctionnement automatique et le fonctionnement manuel sont le temps de fonctionnement normal de l'équipement sans aucun défaut ni erreur, qui peuvent être distingués en fonction du mode de fonctionnement sélectionné. Au moins 2 jours d'enregistrements de fonctionnement doivent être conservés sur l'équipement. Les enregistrements d'opération doivent être emballés et envoyés au système MES ou à un autre système de gestion une fois par jour, et téléchargés par FTP. Les fichiers téléchargés doivent être au format CSV. Fonction d'enregistrement des modifications des paramètres de l'équipement. |
20 |
Norme de vibrations |
L'intensité des vibrations doit répondre à la norme internationale iso-2372 pour les vibrations des équipements (intensité des vibrations ≤ 0,45 mm/s) |
21 |
Dispositif de sécurité |
1. Le mécanisme de poinçonnage, le mécanisme de coupe et d'autres mécanismes sont équipés d'une porte de protection de sécurité pour empêcher les opérateurs d'entrer et la conception du circuit de protection d'ouverture de porte et la fonction d'arrêt d'urgence, et il y a des avertissements de sécurité 2. L'indicateur d'alarme de défaut est un lampadaire à trois couleurs et une alarme sonore, et il y a un affichage d'enregistrement sur le panneau de l'écran tactile |
E 、 Principaux composants de l'équipement
SN |
Nom |
Marque |
1 |
API |
Panasonic |
2 |
écran tactile |
Weinview |
3 |
Convertisseur de fréquence |
Schneider |
4 |
servomoteur |
Panasonic |
5 |
Moteur pas à pas |
Leisai |
6 |
Vérins et composants pneumatiques |
CMS |
7 |
Rail de guidage linéaire, tige filetée |
THK |
8 |
capteur |
Keen |
9 |
Palier |
NSK |
dix |
Électrovanne |
CMS |
11 |
Contrôleur de température |
OMRON |
12 |
Vanne de contrôle automatique |
Shanghai Ziyi |
13 |
Vacuomètre / manomètre |
CMS |
14 |
Composants électriques basse tension |
Schneider |
15 |
CDD Essai |
Technologie Chixiao |
16 |
Moule |
Wei Sheng |
17 |
Poste de guidage de matrice |
MISUMI |
18 |
Fibre optique |
Panasonic |
19 |
Interrupteur magnétique |
CMS |
20 |
Composants électriques basse tension |
Schneider |
F 、 Environnement d'utilisation de l'équipement
SN |
Article |
Unité |
Spécification |
Remarque |
|
1 |
Puissance de toute la ligne |
kW |
15 |
380V , 3 phases |
|
2 |
air comprimé |
Pression |
MPa |
0,5 ~ 0,8 MPa |
|
|
|
consommation |
L/min |
50 |
|
3 |
Vide |
degré de vide |
KPa |
/ |
|
|
|
consommation |
m3/h |
/ |
|
|
|
consommation |
m3/h |
/ |
|
4 |
azote |
Pression |
MPa |
/ |
|
|
|
consommation |
m3/h |
/ |
|
5 |
Consommation d'eau du robinet |
m3/h |
/ |
|
|
6 |
Eau de refroidissement de processus |
Température |
℃ |
/ |
|
|
|
consommation |
m3/h |
/ |
|
Remarque : les paramètres concernés par l'équipement doivent être renseignés, et les paramètres non concernés peuvent être renseignés avec "/" ou "-" 。 |
|||||
g 、 Des pièces de rechange
SN |
Nom |
Spécification |
Qté |
Remarque |
1 |
Outil de poinçonnage |
|
|
|
2 |
Outil de découpe |
|
|



 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

