 English▼
English▼




catégories de produits
- pilote de batterie / ligne de production
- ensemble de laboratoire de batterie
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Electrode Preparation
- Ion Li batterie matériaux
- matériaux actifs cathodiques
- matériaux actifs d'anode
- Customized Battery Electrode
- Matériaux de cellule de pièce
- puce au lithium
- pièces de cellules cylindriques
- collecteurs de courant de batterie
- matériaux conducteurs de batterie
- électrolyte et poche
- Metal Mesh
- liant de batterie
- séparateur et ruban
- film stratifié aluminium
- bande / feuille de nickel
- Battery Tabs
- matériaux de graphène
- Nickel Felt
- Titanium Fiber Felt
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- toutes les machines d'assemblage de batterie
- testeur et analyseur de batterie
- Battery Safety Tester
- Material Characterization Tester
- machine de presse de roulement
- machine de soudage par points en métal
- machine de mélangeur sous vide
- machine à sertir / démonter
- machine de scellage sous vide
- remplissage d'électrolyte
- empileuse / bobineuse
- coupe-électrode / refendeuse
- poche formant la machine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Boîte à gants sous vide
- des fours
- presse hydraulique
- Large Press Machine
- Coaters
- PVD Coater
- Ultrasonic Spray Coater
- broyeur à billes
- mélangeur centrifuge planétaire / broyeur
- machine de laboratoire
- Fours sous vide
- chambre d'essai d'humidité de la température
- Hardness Tester
- Spray Dryer
- incubateur
- évaporateurs rotatifs
- Viscometer
- Three Roller Mill
- analyseur de surface
- broyeur de laboratoire
- machine de durcissement UV
- congélateurs ultra-bas
- Water Chiller
- Laser Cleaning Machine
- Cutting Machine
- Batterie
- autre équipement de laboratoire
- mousse d'électrode métallique
Contactez-nous
- Si vous avez des questions, veuillez communiquer avec nous, toutes les questions recevront une réponse
- WhatsApp : +86 18659217588
- Messagerie : David@tmaxcn.com
- Messagerie : Davidtmaxcn@gmail.com
- Ajouter : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
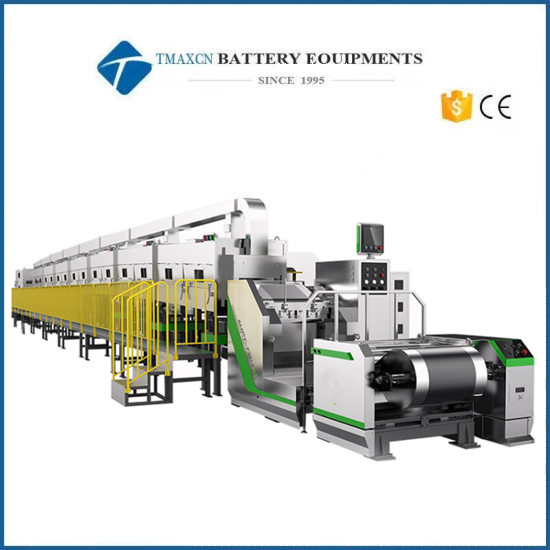
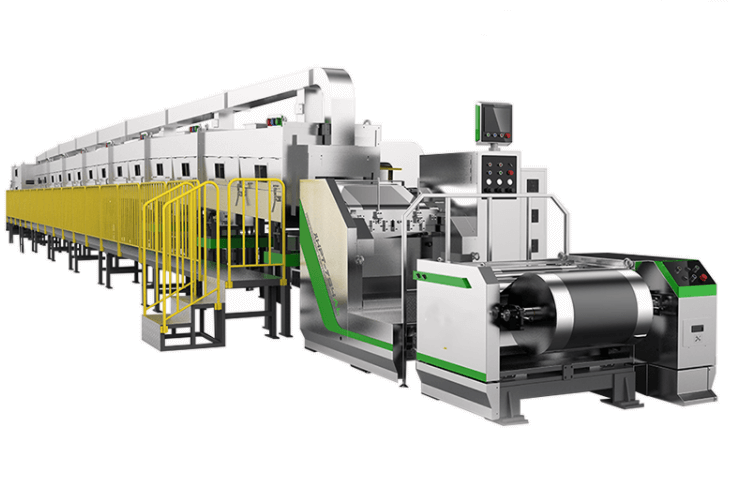
Machine de revêtement de matrice à fente double face
Model Number:
TMAX-ZL-J750-40Paiement:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Messagerie : David@tmaxcn.com
- Messagerie : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Précédent:
1GWh EV batterie de voiture LFP 30Ah 50Ah 100Ah cellule prismatique boîtier en aluminium ligne de production de cellulesProchaine:
Testeur d'étanchéité à l'air (détection d'hélium)
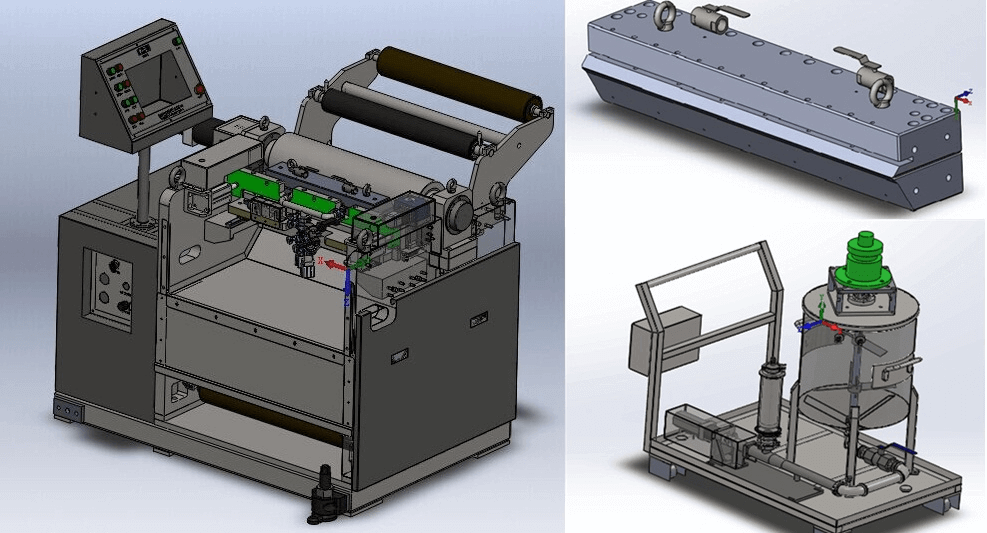
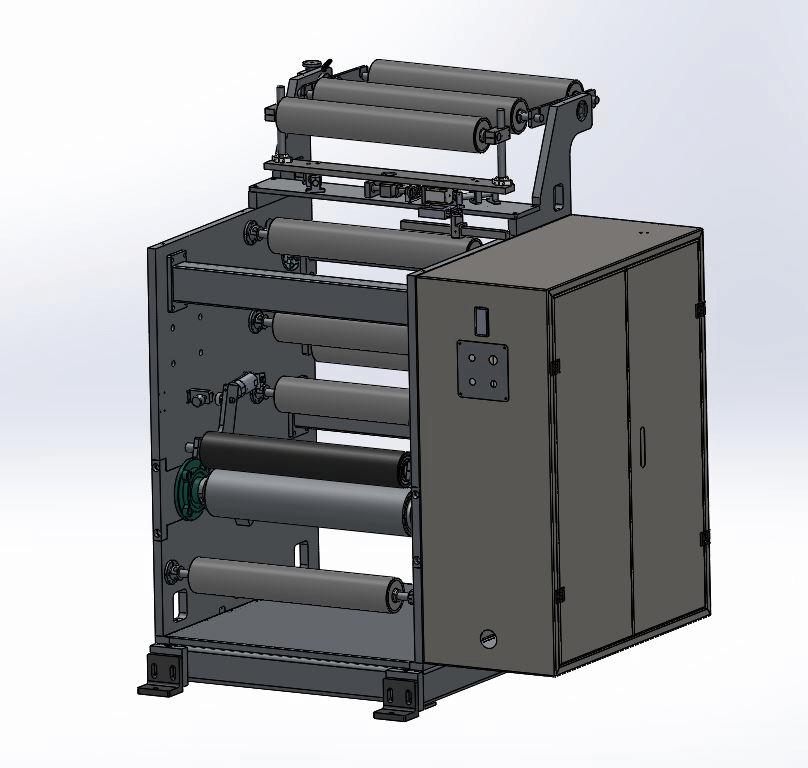
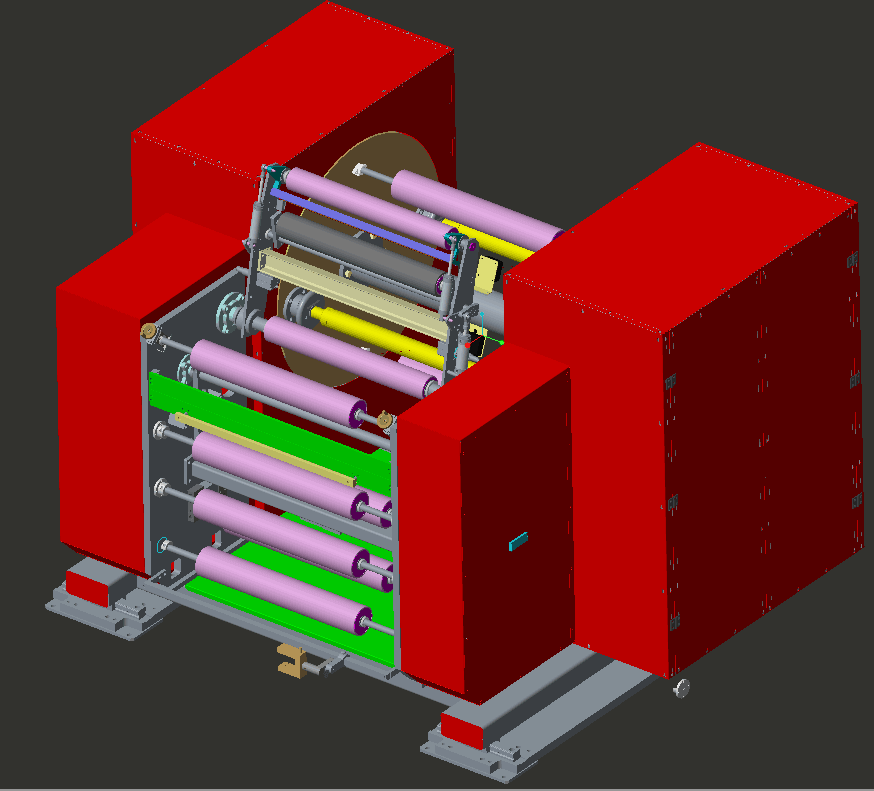
JE. Brève introduction de la structure du revêtement
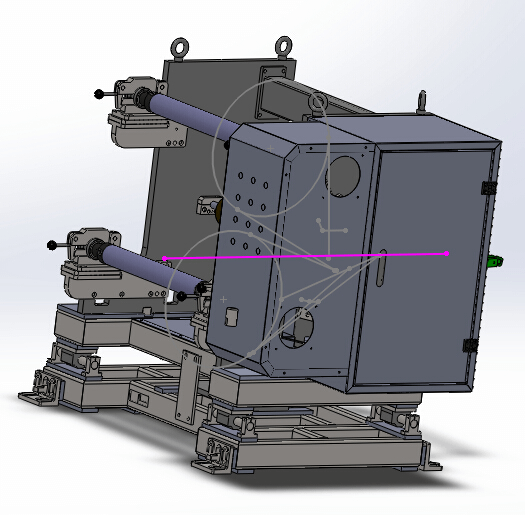
1. Mécanisme de déroulement
2. Mécanisme de revêtement (2 jeux)
3. Mécanisme du four (double couche 40m)
4. Mécanisme de traction (2 ensembles)
5. Mécanisme de remontage
6. Système de contrôle
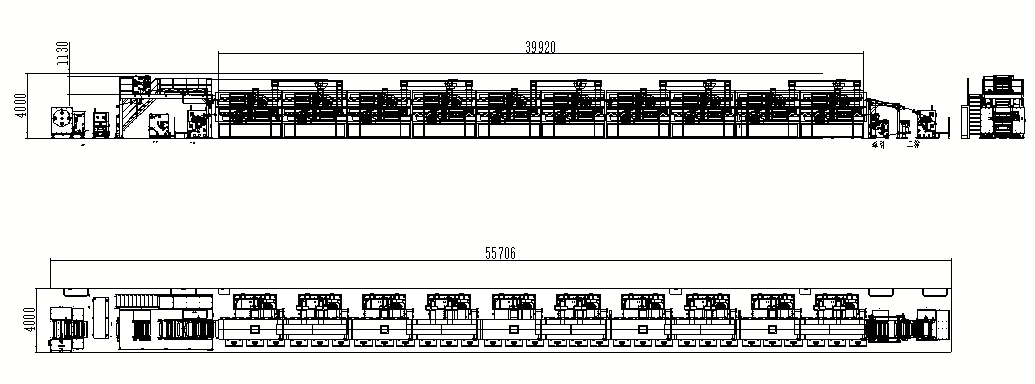
Taille et poids hors tout de l'équipement de revêtement :
Taille : longueur 55000mm * largeur 4000mm (hors espace de maintenance) * hauteur 4000mm
O huit : environ 40 J
Aperçu des fonctions :
ZL - J La machine de revêtement de série est un équipement de revêtement d'électrode de batterie au lithium professionnel.
▲ il est applicable au processus de revêtement du phosphate de fer au lithium huileux ou aqueux, de l'oxyde de cobalt au lithium huileux, du ternaire, du manganate de lithium, du manganate de nickel cobalt au lithium, du graphite de carbone négatif huileux ou aqueux, du titanate de lithium et d'autres systèmes de suspension ;
▲ en utilisant le système de contrôle de tension en boucle fermée PID entièrement automatique, la précision du contrôle de tension peut atteindre le niveau de ± 1n;
▲ Des pièces standard importées telles que le système de contrôle PLC Siemens et un servomoteur de haute précision sont utilisées pour assurer la cohérence et la stabilité ultra-élevées des produits de revêtement en termes de densité de surface et de taille. La proportion de pièces standard importées dans les pièces standard de l'ensemble de la machine atteint 85 %.
▲ avec les caractéristiques de revêtement à grande vitesse, de haute précision et de consistance élevée, c'est l'équipement de revêtement préféré pour les batteries de puissance.
II. Paramètres techniques et configuration principale de l'équipement
( UN ) Configuration principale de l'équipement :
N o. |
N moi |
Lieu d'origine |
1 |
UN son interrupteur |
Schneider (France) |
2 |
API |
Siemens (Allemagne) |
3 |
J aïe écran |
Siemens (Allemagne) |
4 |
M odulaire |
Siemens (Allemagne) |
5 |
Relais intermédiaire |
Schneider (France) |
6 |
servomoteur |
Siemens (Allemagne) |
7 |
Servomoteur à entraînement direct (DDR) |
Rexroth (Allemagne) |
8 |
Détection de la pression d'alimentation |
Bd.sensors/valcom (Allemagne / Japon) |
9 |
Pompe doseuse de précision |
Heishin (Japan) |
dix |
Cylindre à faible friction |
Tengcang (Japon) |
11 |
Réducteur planétaire |
Newcastle (Allemagne) |
12 |
Disjoncteur |
Schneider (France) |
13 |
Contacteur CA |
Schneider (France) |
14 |
Relais statique |
Xinda (Taiwan) |
15 |
Protection thermique |
Schneider (France) |
16 |
J hermostat |
Omron (Japon) |
17 |
Correction automatique de l'écart |
Aibo (domestique) |
18 |
Tension entièrement automatique |
Contrôle PID en boucle fermée (fait maison) |
19 |
Moteur principal de décharge (réception) |
Siemens (Allemagne) |
20 |
Oeil électrique à fibre optique |
KEYENCE (Japon) |
21 |
Roulement à billes à gorge profonde (tête de machine) |
NSK (Japon) |
22 |
Rouleau d'enduction |
Chromage dur (fait soi-même) |
23 |
Rouleau de guidage |
Surface en alliage d'aluminium Φ 118 anodisée, finition rc0.4 (domestique) |
24 |
Convertisseur de fréquence |
Rexroth (Allemagne) |
25 |
Règle de réglage du couteau |
Keen (Japon) |
26 |
Ventilateur (acier inoxydable) |
Hongjian (domestique) |
27 |
Tête d'extrusion |
Mitsubishi |
28 |
Manomètre numérique |
Bodé (Suède) |
29 |
Composants pneumatiques |
SMC (Japon) |
( B ) Parties vulnérables : |
|||||
Non. |
N moi |
Marque |
Q quantité |
Temps de stock |
R remarques |
1 |
Rouleau en acier |
maîtrise de soi |
1 pièce/2 ensembles |
30 jours |
Matériaux de chromage importés |
2 |
Roulement à rouleaux en acier |
NSK/NTN |
2/1 ensemble |
15 jours |
Selon le cycle d'approvisionnement |
3 |
Tube chauffant |
domestique |
3 pièces/ensemble |
Un jour |
|
4 |
Thermocouple |
domestique |
1 pièce/ensemble |
Un jour |
S'adapter au chemin de séchage le plus long |
5 |
clé hexagonale intérieure |
domestique |
1 ensemble/ensemble |
Un jour |
|
6 |
Clé à molette |
domestique |
1 pièce/ensemble |
Un jour |
|
7 |
Bague d'étanchéité du corps de vanne |
domestique |
1 jeu / unité |
Un jour |
|
8 |
Clé dynamométrique |
Japon |
1 jeu / unité |
15 jours |
|
9 |
Chariot élévateur à tête de filière |
domestique |
1 jeu / unité |
15 jours |
|
dix |
Plate-forme en marbre |
domestique |
1 jeu / unité |
10 jours |
|
11 |
Tuyau d'alimentation |
domestique |
12m/ensemble |
Un jour |
|
12 |
Échantillonneur de poteau |
domestique |
1 jeu |
2 jours |
|
13 |
S lui |
TMAX |
3 ensembles / unité |
15 jours |
|
( C ) Système d'alimentation automatique : Un ensemble de système d'alimentation automatique (60L) est standard.
(RÉ) Couleur d'apparence : A l'exception de la partie inox, la couleur du coffret est conforme au nuancier standard fourni par le demandeur.
( E ) Fonctions de l'appareil :
Non. |
P projet |
J paramètre technique |
Remarques |
1 |
Système adapté |
Phosphate de fer au lithium huileux ou aqueux, oxyde de cobalt de lithium, manganate de lithium, ternaire, manganate de lithium cobalt de nickel, titanate de lithium, graphite de carbone, etc. |
|
2 |
Paramètres de substrat de fonctionnement |
Feuille d'aluminium (Cu): épaisseur 9 ~ 25 um ; Largeur 300 ~ 720 mm ; Diamètre du rouleau max.500 mm ; Poids max. 500 kg ; |
|
Feuille de cuivre (Cu) : épaisseur 4,5 ~ 30 um ; Largeur 300 ~ 720 mm ; Diamètre du rouleau max.500 mm ; Poids max.500kg ; |
Feu latéral simple ou feu latéral double |
||
3 |
Largeur de conception de la surface du rouleau |
750 millimètre |
|
4 |
Largeur de revêtement garantie |
200~680mm |
|
5 |
Vitesse de fonctionnement mécanique de l'équipement |
4 0m/min |
|
6 |
Vitesse de revêtement de l'équipement |
1 -3 2 /minute ; |
Cela dépend de l'état de séchage |
7 |
Convient à la viscosité de la boue |
2000~16000 Cps ( P positif pôle ) 1000~16000 Cps ( N pôle égatif ) |
|
8 |
Gamme d'épaisseur sèche de revêtement simple face |
40~200g/m2 |
|
9 |
Durée intermittente minimale |
Vitesse de revêtement < 5 mm dans les 15 m/min ; Vitesse de revêtement supérieure à 25 m/min < 8 mm; |
|
dix |
Longueur de revêtement minimale de plusieurs sections |
50mm |
Vitesse de revêtement≤ 12 m/min |
11 |
Propriétés de solvant |
Solvant huileux NMP(s.g=1.033,b.p=204℃) |
|
Solvant aqueux H2O/NMP(s.g=1.000,b.p=100℃) |
|
||
12 |
Contenu solide approprié |
P électrode positive S . C. 60 % ± 20 % |
|
N pôle égatif S . C. 50 % ± 15 % (PVDF système) S . C. 50 % ± 10 % (SBR système) |
|
||
13 |
P proportion |
P électrode positive 1,5—2,59/cm2 N pôle négatif 1 ~ 1,89/cm2 |
|
14 |
Méthode de revêtement |
Revêtement à intervalles inégaux en 3 étapes à double couche avant et arrière / suivi automatique du deuxième côté / revêtement continu / revêtement en treillis de champ |
|
15 |
Mode de changement de rouleau |
Manuel |
|
16 |
Sens de marche du substrat |
Revêtement vers l'avant, opération de feuille vide avant et arrière du substrat |
|
( F ) Présentation de la structure de chaque partie :
1, Mécanisme de déroulement (double bras double support rembobinage manuel) :
Non. |
projet |
J paramètre technique |
Remarques |
1 |
Structure d'installation du rouleau |
Usinage CNC installation de plaque verticale intégrale (épaisseur 30mm). |
|
2 |
Traitement de surface des rouleaux |
Traitement d'oxydation de surface du rouleau en aluminium métallique, dureté de surface HRC65 ; Faux-rond circulaire au-dessus du rouleau ≤ 20 μm ; Rugosité de surface Ra0.2 ; Parallélisme ≤ 0,1 mm ; |
|
3 |
Système de contrôle de tension |
Double mode de contrôle de vitesse en boucle fermée : 1. Contrôle synchrone PID du rouleau oscillant 2. Le servomoteur ajuste la tension en boucle fermée. Le tableau d'affichage de tension indique la valeur de tension 3. La plage de tension réglable est de 0 à 300 n et la fluctuation de tension ≤ ± 1,5 % |
|
4 |
Méthode de correction |
Contrôle EPC automatique, course 120mm |
|
5 |
Méthode d'enroulement |
Déroulage de haut en bas |
|
Le rouleau est fixé avec un arbre gonflable de 3 pouces |
|
||
Déroulement double arbre d'expansion d'air, support double face |
|
||
Plate-forme de réception de ceinture manuelle, mode double barre de pression |
|
||
6 |
Sens de marche du substrat |
Avant et arrière |
|
7 |
Vitesse de défilement du substrat |
50m/min |
|
8 |
Diamètre de déroulement maximal |
Ф500mm |
|
9 |
Capacité portante maximale de l'arbre gonflable |
600Kg |
|
dix |
Nombre d'arbres gonflables de déroulement |
2 articles |
|
11 |
Système de contrôle |
Réglez le bouton de fonctionnement de la fonction pour terminer les opérations telles que la connexion de la bande, la pause, l'arrêt d'urgence, la rotation avant et arrière, l'alignement gauche et droite, etc. |
|
12 |
Vitesse de déroulement |
La vitesse de déroulement est contrôlée par PLC en fonction de la vitesse de revêtement définie et des données de changement de tension en temps réel ; La puissance de déroulement est fournie par un moteur à courant alternatif + un réducteur à turbine ; |
|
2、 Structure de la tête (une couche, deux couches) :
Non. |
P projet |
J paramètre technique |
Remarques |
1 |
Mode structure d'installation |
Épaisseur de traitement CNC de 70 mm de structure de plaque verticale intégrale, le poids total de 2,6 tonnes, augmente la plaque de fer au sol, réduit la zone d'appui au sol. |
|
2 |
Moteur d'entraînement principal |
S moteur électrique |
|
3 |
Structure à rouleaux en caoutchouc |
Pour éviter l'instabilité de tension causée par la non séparation de la tension et assurer la stabilité de la densité de surface du revêtement. |
|
4 |
Réglage de la distance entre la tête de filière et le rouleau de revêtement |
Le servomoteur coopère avec le capteur de déplacement absolu de haute précision pour le contrôle de suivi en boucle fermée. La distance est définie à travers l'écran, 1 ~ 5000 um, la résolution de réglage est de 0,1 um et la précision de positionnement répétée est ≤ ± 0,3 um. |
|
5 |
Sélection de la tête de filière |
La lèvre de la tête d'extrusion spéciale Mitsubishi est en acier au carbure cémenté résistant à l'usure et à la corrosion, et la surface est traitée avec du carbure de tungstène ou du nitrure de chrome. La rectitude et la planéité sont ≤ 1,5 µ M |
|
6 |
Structure de la cavité de matrice |
La tête de revêtement à fente à cavité multi-pression (pulvérisation) est adoptée, ce qui a une forte adaptabilité de processus et aide à équilibrer la pression transversale, de manière à rendre l'épaisseur de revêtement transversale cohérente ; La matrice supérieure de la tête de revêtement est conçue avec un mécanisme de réglage de la déviation, qui peut ajuster le parallélisme des lèvres de la matrice supérieure et inférieure |
|
7 |
Système de surveillance de la pression |
Surveillance de la pression d'alimentation, surveillance de la pression de reflux, surveillance de la pression de la cavité de matrice ; Il peut surveiller le processus d'alimentation en temps réel et donner une alarme en cas de blocage, avec une précision de ≤ 0,001 MPa |
|
8 |
Système d'alimentation |
Pompe à vis de précision japonaise bingshen (pompe 2nbl15f (sus + epdm)) + servomoteur de précision, un seau de rotation efficace de 60L (récipient de matériau), et a les fonctions de détection de niveau de liquide et de mélange de niveau de liquide pour empêcher la sédimentation et le débordement de lisier. |
|
9 |
Fonction intermittente de revêtement |
Le système de soupape de commande intermittente servo est adopté pour assurer la stabilité de la taille du revêtement. |
|
dix |
Fonction d'amincissement de la tête et de la queue |
Le système de soupape de commande intermittente servo peut ajuster le temps d'amincissement de la tête et de la queue et la course du commutateur de soupape intermittente pour ajuster l'épaisseur de la tête et de la queue en temps réel. |
|
11 |
Fonction de réglage horizontal de la tête de filière |
Adoptez un guidage linéaire précis du rail de guidage et un mode de réglage horizontal manuel, de sorte que la tête de filière puisse être légèrement ajustée de ± 10 mm en position horizontale; Assurer la précision de l'alignement vertical des faces avant et arrière |
|
12 |
Appariement et assemblage de la partie supérieure de la tête de filière et de la partie inférieure de la tête de filière |
La clé dynamométrique numérique est utilisée pour assurer la cohérence et la précision de l'assemblage de la tête de filière. |
|
13 |
Traitement de surface des rouleaux |
Traitement d'oxydation de surface du rouleau en aluminium métallique, dureté de surface HRC65 ; Faux-rond circulaire au-dessus du rouleau ≤ 20 μm ; Rugosité de surface Ra0.2 ; Parallélisme ≤ 0,1 mm ; |
|
14 |
Rouleau de revêtement (rouleau d'acier) |
La surface est plaquée avec du chrome dur importé, avec un diamètre de Φ 295 mm ; |
|
15 |
J ension |
Tension constante de contrôle en boucle fermée PID entièrement automatique, plage de tension 1 plage 0 ~ 50n, précision de contrôle de tension ± 1n |
|
16 |
Position de tête autonome |
Installation et fonctionnement avant séchage |
|
17 |
Fonction d'alignement laser |
La fonction d'alignement laser est utilisée pour évaluer manuellement le degré d'alignement. |
|
3、 Canal de séchage (four à suspension)
Non. |
P projet |
paramètre technique |
Remarque |
1 |
Structure du four |
Les quatre premières sections sont la structure principale du navire de transmission et les six dernières sections sont la structure du four à suspension. |
|
2 |
Longueur du four |
40 mètres (4 mètres / section, 10 sections au total) |
|
3 |
J exture de matière |
Acier inoxydable, réservoir intérieur norme nationale SUS304, réservoir extérieur norme nationale SUS201 |
|
4 |
Mode d'entraînement du rouleau de guidage du four |
Les quatre premières sections sont la structure de transmission principale et les six dernières sections sont le four à suspension |
|
5 |
contrôle de la température |
Il est divisé en contrôle de protection du contrôle de température de fonctionnement normal et de l'alarme de surveillance de surchauffe. En cas de surchauffe, une alarme sonore et visuelle apparaîtra et l'alimentation électrique principale du chauffage sera coupée ; Chaque section est complètement contrôlée indépendamment |
|
6 |
H façon de manger |
Chauffage électrique, structure de circulation d'air chaud |
|
7 |
Puissance de chauffage du four à une section |
Section unique 24kw/4m (puissance de démarrage maximale) |
|
8 |
Température dans le canal de séchage |
Conception Max150 ℃, différence de température dans la zone du four à section unique ≤ 5 ℃ |
|
9 |
Température de surface de la boîte pendant le fonctionnement |
≤45℃ ; L'épaisseur de rembourrage en coton est de 100 mm; |
|
dix |
Mode de soufflage |
Le soufflage d'air supérieur et inférieur, le volume d'air supérieur et inférieur peuvent être contrôlés respectivement par des vannes, qui peuvent être réglées avec précision ; Les chambres à air supérieure et inférieure partagent le corps de chauffe |
|
11 |
Contrôle du volume d'échappement de chaque section |
Contrôle indépendant et réglage fin par vanne mécanique |
|
12 |
Structure de la buse d'air |
La direction de soufflage des quatre premières sections est de 30 degrés par rapport à l'horizontale et la rainure de la buse d'air est fendue avec un moule spécial. Les cinq dernières sections sont des crochets de buse d'air réglables. |
|
13 |
Contrôle du ventilateur |
Commande de contacteur AC |
|
14 |
Commande de chauffage |
Relais statique |
|
15 |
Matériau du ventilateur |
Norme nationale en acier inoxydable SUS304 |
|
16 |
Système de récupération de solvant |
Non, aide uniquement à l'installation des interfaces |
|
17 |
Alarme de concentration de solvant NMP |
Fournir une interface d'installation. (à citer séparément) |
|
18 |
Surveillance de la pression de la chambre à air |
Aucun (cette fonction doit être citée séparément) |
|
19 |
Volume d'air évacué |
35000 m3/h maxi |
|
4、 Mécanisme de traction : (2 jeux)
Non. |
P projet |
paramètre technique |
Remarques |
1 |
correction de marche |
Installé à la sortie du canal de séchage, contrôle automatique EPC, oscillation ± 15 degrés, capteur photoélectrique |
|
2 |
J ension |
Double mode de contrôle de vitesse en boucle fermée : 1. Contrôle synchrone PID du rouleau oscillant 2. Le servomoteur ajuste la tension en boucle fermée. Le tableau d'affichage de tension indique la valeur de tension 3. La plage de tension réglable est de 0 à 300 n et la fluctuation de tension ≤ ± 1,5 % |
|
La séparation de tension est réalisée par un rouleau pinceur et un rouleau de traction |
|
||
3 |
Mode structure d'installation |
Installation de plaque verticale intégrale de centre d'usinage CNC (épaisseur 30mm) |
|
4 |
Rouleau de traction |
Rouleau en acier de 160 mm |
|
5 |
Rouleau de pincement |
Galet caoutchouc Ø 120mm, surface pain EPDM |
|
6 |
Moteur d'entraînement |
Le rouleau de traction est entraîné par un servomoteur Siemens + réducteur de précision |
|
5、 Mécanisme de rembobinage (rembobinage automatique à double arbre de type disque) :
Non. |
P projet |
paramètre technique |
Remarques |
1. |
Mode structure d'installation |
Installation de plaque verticale intégrale de centre d'usinage CNC (épaisseur 30mm) |
|
2. |
tension |
Double mode de contrôle de vitesse en boucle fermée : 1. Contrôle synchrone PID du rouleau oscillant 2. Le servomoteur ajuste la tension en boucle fermée. Le tableau d'affichage de tension indique la valeur de tension 3. La plage de tension réglable est de 0 à 300 n et la fluctuation de tension ≤ ± 1,5 % |
|
3. |
Rectifier l'écart |
Contrôle EPC automatique, course 120mm |
|
4. |
Diamètre d'enroulement maximal |
Ø800 |
|
5. |
Arbre gonflable enrouleur |
Article 2 (norme nationale) |
|
6. |
Moteur d'enroulement |
La puissance d'enroulement est entraînée par un servomoteur Siemens + réducteur de précision |
|
7. |
capacité maximale |
600Kg |
|
8. |
Mode de changement de rouleau |
Fonction de remontage et de changement automatique sans arrêt |
|
6、 Système de contrôle :
Non. |
P projet |
paramètre technique |
Remarques |
1 |
Système de contrôle principal |
Écran tactile, PLC, module, système servo |
|
2 |
Mode de fonctionnement |
Arrêt manuel, automatique et d'urgence ; L'ensemble de la machine peut être utilisé avant et après |
|
La vitesse de la ligne de revêtement, le réglage du revêtement, le réglage de l'amincissement de la tête et de la queue, la fréquence du ventilateur et le réglage de la température peuvent être réglés, affichés et enregistrés via l'écran tactile |
|
||
3 |
Plage de réglage du revêtement et de la longueur intermittente |
Longueur de revêtement 20,0 ~ 3200,0 mm |
|
4 |
Condition d'alarme |
Longueur intermittente : 5,0 ~ 3200,0 mm |
|
5 |
Fonction de comptage |
Lorsque l'équipement tombe en panne, l'écran tactile affiche l'écran de correction correspondant |
|
6 |
Méthode de réglage de l'épaisseur de la tête et de la queue |
Quantité de production / longueur |
|
je II 、 Précision de l'équipement
1 、 Précision matérielle
Non. |
P projet |
paramètre technique |
Remarques |
1 |
Rouleau de revêtement (rouleau d'acier) |
Faux-rond circulaire ≤ 1,0 um, rectitude Ra0.4 ≤ 1,5 um |
|
2 |
Correction de déviation |
±1mm |
|
3 |
Rouleau en aluminium |
Excentricité circulaire ≤ 20um, rectitude ≤ 20um |
|
4 |
Précision de répétition du contrôle du réglage de l'outil |
±0.1um |
|
5 |
Précision du contrôle de la température |
±0.5℃ |
|
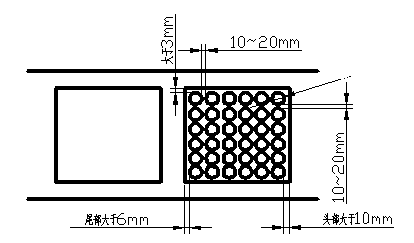
2 、 Précision du revêtement
Article |
S ign |
Paramètres (30m/min) |
|
A (à la fin) |
≤ 1 mm (lié à la viscosité de la suspension et aux caractéristiques du liant) |
B (zone de tête anormale) |
5mm |
|
C (zone anormale de la queue) |
6mm |
|
D (zone d'effet de bord) |
≤3mm ; Épaisseur -10 um |
|
E (erreur de longueur) |
±0.5mm |
|
F (erreur de largeur) |
±0.5mm |
|
M (erreur de largeur) |
±0.5mm |
|
G1 (épaisseur de la tête) |
-5~+5um |
|
G2 (épaisseur de queue) |
-5~+5um |
|
H (erreur de blanc) |
±0.5mm |
|
I (erreur d'alignement positive et négative) |
±0.5mm |
|
J simple densité de surface (supprimer les zones B, C et D) |
Dans les 1,2 % |
|
Plage de longueur |
L1 (longueur du film) |
20,0 ~ 3200.0mm |
L2 (longueur intermittente) |
5.0 ~ 3200.0mm |
|
L1 /l2 (revêtement + longueur intermittente) |
L1 +L2 ≥120mm |
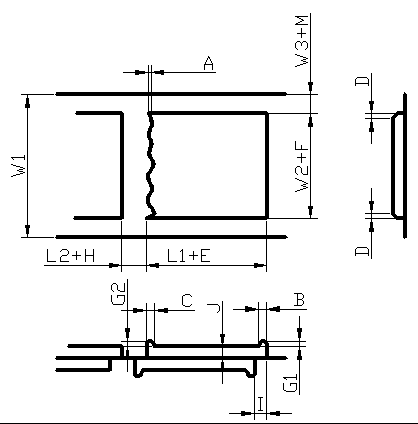
3 、 M méthode de mesure
A. Zone de mesure : 3 mm au bord, 5 mm à la fin et 5 mm au début.
B. Mesurer les dimensions Φ 40 mm ou selon les exigences de processus du demandeur
je V 、 Environnement d'installation et d'utilisation
1) La température ambiante de la tête de la machine est de 20 ~ 30 ℃ et le reste est de 10 ~ 40 ℃;
2) Humidité relative de la tête de la machine : HR positive ≤ 35 %, HR négative ≤ 98 % et le reste ≤ 98 % ;
V 、 S installations de soutien
1) Alimentation : 3Ph 380V, 50Hz, plage de fluctuation de tension : +8% - 8% ; La puissance de démarrage totale de l'alimentation est de 280 KW ;
2) Air comprimé : après séchage, filtrage et stabilisation, la pression de sortie est supérieure à 5,0 kg/cm2 ;
V je 、 Orientation de l'appareil (facultatif)
1)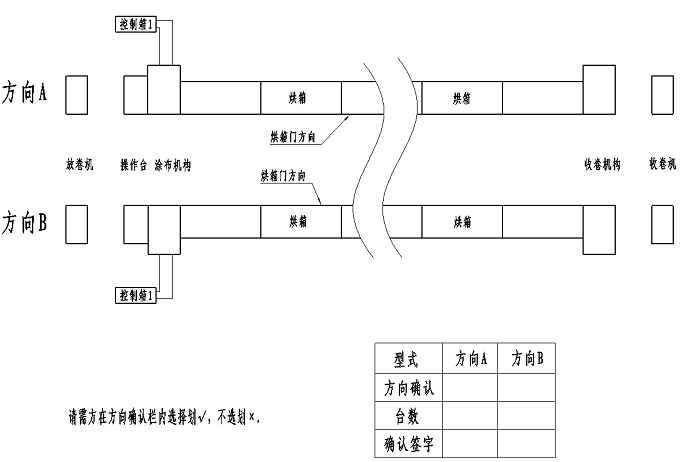
Tableau joint : liste détaillée des éléments d'inspection de pré-acceptation et d'acceptation formelle de l'équipement (les résultats de l'inspection sont joints au rapport d'acceptation)
Non. |
Éléments d'inspection |
Les standards d'inspection |
Méthode d'inspection |
1. |
Paramètres de configuration de l'appareil |
Dimension hors tout de l'équipement : L (56000mm) *F (4000mm) * H (4000mm) |
Mètre à ruban |
Longueur du four : (4m/section) × 4) + (4m/section × 6 sections) =40m |
règle |
||
Diamètre d'enroulement maximal d'enroulement et de déroulement : φ 600 mm |
règle |
||
Largeur du rouleau : 750 mm |
|
||
2. |
Intégrité de la composition des fonctions de l'équipement |
Partie déroulage (fonction changement de rouleau manuel, tension, correction de déviation, axe gonflable) |
Vérifier visuellement l'accord technique et le tableau de configuration des équipements |
Partie enrobage (base, rouleau enducteur, système d'alimentation, filière manest domestique) |
|||
Four (circulateur, système de chauffage, conduit d'air auxiliaire externe) |
|||
Pièce de traction (correction d'écart de course, tension de traction, ensemble de galets de traction) |
|||
Partie d'enroulement (fonction de changement de rouleau manuel, tension, correction de déviation, arbre gonflable) |
|||
Système de contrôle (armoire électrique, câblage interne, câblage de canalisation externe) |
|||
Pièces de livraison (selon le contenu de l'accord technique) |
|||
3. |
Confirmation de la marque des pièces standard |
100% selon la marque des pièces achetées spécifiée dans l'accord technique |
|
4. |
S normes de sécurité |
Verrouillage mécanique et électrique, fonction d'auto-verrouillage, fonction de protection par induction ; |
Inspection visuelle et fonctionnement |
Invite de sonnette d'alarme dans chaque zone avant le démarrage de l'équipement ; |
O opération |
||
Des panneaux d'avertissement de sécurité doivent être placés sur les parties dangereuses telles que le mouvement, la compression, la coupure et la source de chaleur ; |
visuel |
||
Bouton d'arrêt d'urgence, corde de sécurité dans la zone de maintenance interne (au moins 3 places); |
visuel |
||
Housses de protection pour transmission et pièces mobiles; |
visuel |
||
Alarme de surchauffe du four et fonction de protection contre la mise hors tension |
opération |
||
5. |
Test de précision mécanique |
Faux-rond circulaire du rouleau de revêtement ≤ 1,0 μ m ; Rectitude ≤ 1,5 μm ; Rugosité de surface Ra0.4, |
Comparateur à cadran, outil d'inspection spécial |
Faux-rond circulaire au-dessus du rouleau ≤ 20 μm ; Rugosité de surface Ra0.2 |
Indicateur d'appel |
||
Parallélisme du passage des rouleaux ≤ 0,1 mm (sauf pour le passage des rouleaux du four) |
Comparateur à cadran, outil d'inspection spécial |
||
6. |
Fonctionnement de la bande vide (faire fonctionner le matériau de base en continu à une vitesse de 40m/min pendant environ 500m) |
1m/min→10m/min→30m/min Échantillonnage par sections |
Tachymètre |
Pas de rides sur toute la surface et pas de rayures sur la surface du substrat |
visuel |
||
Toutes les pièces mobiles fonctionnent en douceur sans bruit anormal ; La courroie de transmission est exempte de déviation et d'usure ; |
visuel |
||
Réglage de la température de chaque section du four : température normale ~ 150 ℃ |
Fonctionnement et inspection visuelle |
||
L'enroulement, le déroulement et la correction de l'écart de traction fonctionnent en douceur sans secousse continue |
Fonctionnement et inspection visuelle |
||
À l'exception de la correction de déviation et du four, la déviation du matériau de base de chaque rouleau est ≤ ± 1 mm ; Déviation du substrat du rouleau de revêtement ≤ 0,5 mm |
étriers |
||
Valeur de réglage de tension 5 ~ 300N |
Fonctionnement et inspection visuelle |
||
Lors du démarrage et de l'arrêt, la fluctuation de tension est de ± 5N ; Fluctuation de tension ± 1n en fonctionnement normal ; |
Fonctionnement et inspection visuelle |
||
7. |
Contrôle du revêtement 30m/min opération de revêtement 1200m) |
La vitesse de revêtement est de 30 m/min et la méthode de revêtement peut réaliser un revêtement continu et intermittent |
Paramétrage |
Le système d'alimentation et le pipeline sont bien scellés sans fuite de matériau |
visuel |
||
L'apparence de la surface revêtue est bonne, sans particules, rayures, feuille exposée et bord de renflement médiocre |
visuel |
||
Précision de densité d'un côté : erreur de poids ≤ ± 1,2 % (à l'exclusion de la plage de 8 mm au bord) |
Balance électronique micrométrique |
||
Précision de la densité de la surface double face : erreur de poids ≤ ± 1,5 % (à l'exclusion de la plage de 8 mm au bord) |
Balance électronique micrométrique |
||
Tailing ≤ 1mm (lié à la viscosité du lisier et aux caractéristiques du liant) |
règle |
||
Zone anormale de la tête ≤ 8 mm |
Règle, micromètre |
||
Zone anormale de la queue ≤ 6 mm |
Règle, micromètre |
||
Zone d'effet de bord ≤ 3mm, -10 ~ + 5um (changement de viscosité de la boue inférieur à ± 300cps) |
Règle, micromètre |
||
Erreur de longueur /h erreur de blanc : ≤± 0,5 mm |
règle |
||
Erreur de largeur : ≤± 0,5 mm |
règle |
||
Épaisseur de la tête et de la queue : -5 ~ +5um |
Micromètre |
||
Erreur d'alignement horizontal positive et négative : ≤ ± 0,5 mm |
Aiguille, règle |
||
Erreur d'alignement longitudinal des faces avant et arrière : ≤ ± 0,5 mm |
Aiguille, règle |
||
Précision de contrôle de la température du four à section unique : ≤± 1 ℃ |
visuel |
||
Dans la zone horizontale à 10 mm au-dessus du substrat, l'écart de température de chaque point d'un four à section unique : ≤± 3 ℃ |
thermodétecteur |
||
Test de siccité, résidu de solvant : ≤ 1 % (mesure d'échantillonnage de l'espace à température et humidité constantes) |
Balance électronique micrométrique |
||
Taux d'utilisation des équipements : ≥ 97% (projet d'acceptation formelle) |
Fonctionnement et test |
||
Taux de qualification produit : ≥ 98% (projet d'acceptation formelle) |
Fonctionnement et test |




 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

