 English▼
English▼




catégories de produits
- pilote de batterie / ligne de production
- ensemble de laboratoire de batterie
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Ion Li batterie matériaux
- matériaux actifs cathodiques
- matériaux actifs d'anode
- Customized Battery Electrode
- Matériaux de cellule de pièce
- puce au lithium
- pièces de cellules cylindriques
- collecteurs de courant de batterie
- matériaux conducteurs de batterie
- électrolyte et poche
- Metal Mesh
- liant de batterie
- séparateur et ruban
- film stratifié aluminium
- bande / feuille de nickel
- Battery Tabs
- matériaux de graphène
- Nickel Felt
- Titanium Fiber Felt
- Batterie
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- toutes les machines d'assemblage de batterie
- testeur et analyseur de batterie
- Battery Safety Tester
- Material Characterization Tester
- machine de presse de roulement
- machine de soudage par points en métal
- machine de mélangeur sous vide
- machine à sertir / démonter
- machine de scellage sous vide
- remplissage d'électrolyte
- empileuse / bobineuse
- coupe-électrode / refendeuse
- poche formant la machine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Boîte à gants sous vide
- des fours
- Coaters
- PVD Coater
- presse hydraulique
- Large Press Machine
- mélangeur centrifuge planétaire / broyeur
- broyeur à billes
- machine de laboratoire
- Fours sous vide
- chambre d'essai d'humidité de la température
- Hardness Tester
- Spray Dryer
- Cutting Machine
- incubateur
- évaporateurs rotatifs
- Viscometer
- Three Roller Mill
- analyseur de surface
- broyeur de laboratoire
- machine de durcissement UV
- congélateurs ultra-bas
- Water Chiller
- Laser Cleaning Machine
- autre équipement de laboratoire
- Cutting Machine
- mousse d'électrode métallique
Contactez-nous
- Si vous avez des questions, veuillez communiquer avec nous, toutes les questions recevront une réponse
- WhatsApp : +86 18659217588
- Messagerie : David@tmaxcn.com
- Messagerie : Davidtmaxcn@gmail.com
- Ajouter : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)



Machine de revêtement par transfert de production de batterie avec revêtement intermittent et continu
Model Number:
TMAX-ZL-LB650Paiement:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Messagerie : David@tmaxcn.com
- Messagerie : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Précédent:
Testeur d'étanchéité à l'air Machine de test de fuite d'airProchaine:
Machine d'empilage automatique couche par couche pour cellule prismatique
Machine de revêtement par transfert de production de batterie avec revêtement intermittent et continu
La coucheuse de la série ZL-LB est un équipement de revêtement professionnel pour batterie au lithium.
1. Il convient au processus de revêtement de systèmes de suspension tels que le phosphate de fer au lithium huileux ou à base d'eau, l'acide cobaltique au lithium huileux, le ternaire, le manganate de lithium, le manganate de nickel cobalt au lithium, le graphite de carbone négatif à base d'huile ou d'eau, le titanate de lithium, etc;
2. La précision du contrôle de tension peut atteindre le niveau ± 1N en utilisant le système de contrôle de tension en boucle fermée PID entièrement automatique ;
3. Les pièces standard importées telles que le système de contrôle PLC OMRON et le servomoteur de haute précision sont utilisées pour assurer la cohérence et la stabilité ultra-élevées des produits revêtus en termes de densité de surface et de taille. La proportion de pièces standard importées atteint 85 %.
Caractéristiques
Matériaux appropriés |
Phosphate de fer au lithium à base d'huile ou d'eau, cobalt de lithium, manganate de lithium, ternaire, manganate de cobalt de nickel de lithium, titanate de lithium, graphite de carbone et autres systèmes |
Paramètres de substrat de fonctionnement |
Feuille d'aluminium: Épaisseur : 10-30um ; Largeur : 200-620 mm ; Diamètre de la bobine : max. 500 mm ; Poids : max. 500 kg ;
Feuille de cuivre: J épaisseur : 6-30um ; Largeur : 200-620 mm ; Diamètre de la bobine : max. 500 mm ; Poids : max. 500 kg ; |
Largeur de conception du rouleau euh |
650 millimètre |
Efficace largeur de revêtement |
200~580mm |
Vitesse de fonctionnement mécanique de l'équipement |
12 m/min |
C vitesse de rotation |
0.5-8m/min |
Adapté Matériel viscosité |
2000 ~ 12000 Cps |
Gamme d'épaisseur sèche de revêtement simple face |
50-150μm |
Durée minimale intermittente |
5mm |
Longueur de revêtement minimale de plusieurs étapes |
20mm |
Propriétés de solvant |
Solvant huileux : NMP(s.g=1.033,b.p=204 ℃ ) Solvant aqueux : H2O/NMP(s.g=1.000,b. p=100℃) |
Contenu solide approprié |
Anode: S . C. 60 %± 2 0% C athode : S . C. 50 % ± 10 % (PVDF système ) S . C 50 %± 5 % ( SBR système ) |
Densité relative |
Anode: 1,5—2,59/cm2 Cathode: 1 ~ 1,89/cm2 |
Méthode de revêtement |
Couche double double-face Revêtement par transfert intermittent à distance inégale en 3 étapes / suivi automatique du second côté / revêtement par transfert continu |
Mode de changement de rouleau |
manuel |
Sens de marche du matériau de base |
Revêtement vers l'avant, opération de feuille vide avant et arrière du substrat |
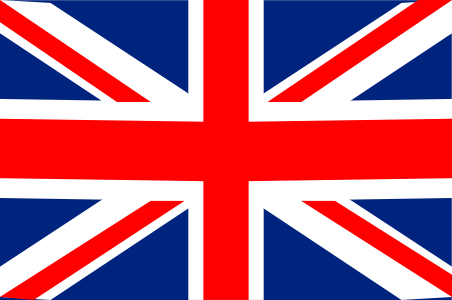
Structure de la machine
1. Mécanisme de déroulement (rembobinage manuel à bras unique)
La partie déroulement a principalement trois fonctions : déroulement actif, correction automatique en temps réel et contrôle automatique de la tension ;
Le déroulement actif est alimenté par le moteur via la poulie synchrone, et la vitesse de déroulement est déterminée en fonction du changement en temps réel de la tension et de la vitesse de revêtement. L'ensemble du processus se déroule automatiquement pour assurer une parfaite adéquation entre la vitesse de déroulement et la vitesse d'enduction. Il évite la grande fluctuation de tension causée par la puissance de sortie non linéaire de la poudre magnétique qui ne peut pas contrôler la vitesse de déroulement en temps réel et activement lorsque la poudre magnétique conventionnelle se déroule passivement, ce qui affecte la vitesse de revêtement.
Structure d'installation du rouleau |
Pose de plaque verticale intégrale (épaisseur 30mm) |
Traitement de surface des rouleaux |
Traitement d'oxydation de rouleau d'aluminium surface , la dureté de surface est HRC65, la fin du rouleau est ≤ 20 μm, la rugosité de surface est Ra0,8, le parallélisme est ≤ 0,1 mm; |
Système de contrôle de tension |
Tension constante de contrôle en boucle fermée PID entièrement automatique ; plage de tension de déroulement :0 ~ 50N; précision du contrôle de tension ± 1 N ; |
Méthode de correction |
Contrôle EPC automatique, course 120mm |
Méthode d'enroulement |
Déroulage vers le haut et vers le bas La bobine est fixée avec un arbre gonflable de 3 pouces et un arbre gonflable Déroulement de l'arbre gonflable simple, support double face Plate-forme d'épissage manuel, mode double barre de compression |
Substrat sens de marche |
vers l'avant et en arrière |
Vitesse de défilement du substrat |
12 m/min |
Diamètre de déroulement maximal |
Ф500mm |
Capacité portante maximale de l'arbre gonflable |
500Kg |
Nombre d'arbres gonflables de déroulement |
1 |
Système de contrôle |
Réglez le bouton de fonctionnement de la fonction, qui peut terminer l'opération d'extension de bande, de pause, d'arrêt d'urgence, d'alignement avant et arrière, gauche et droite, etc. |
Vitesse de déroulement |
La vitesse de déroulement est contrôlée par PLC en fonction de la vitesse de revêtement définie et des données de changement de tension en temps réel ; la puissance de déroulement est fournie par un moteur à courant alternatif + un réducteur à turbine ; |
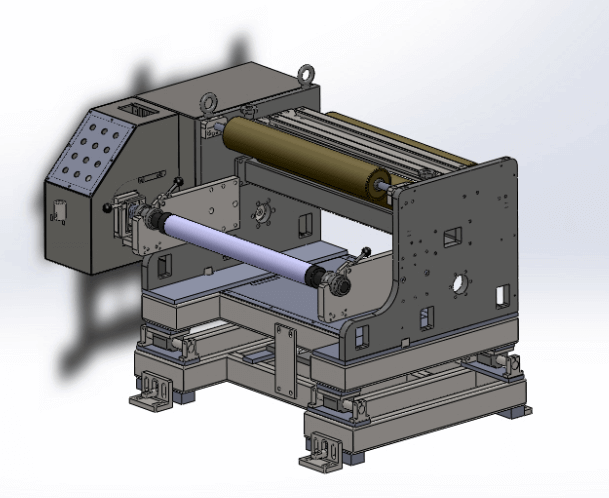
2.Mécanisme de revêtement
La tête de la machine est principalement composée d'un mécanisme de raclage, d'un mécanisme à rouleaux en acier, d'un mécanisme à rouleaux en caoutchouc et d'un entraînement à rouleaux en caoutchouc.
·Le mécanisme de raclage entraîne la tige de vis de haute précision pour conduire au bloc incliné à travers le réducteur à vis sans fin, et transfère au mouvement de haut en bas du grattoir à travers le mouvement horizontal du bloc incliné et du bloc incliné, ce qui rend le réglage Précision plus précise, plus facile à contrôler et réduit considérablement le jeu en marche arrière.
·Le mécanisme à rouleaux en acier est relié à la tige en acier par l'accouplement à double diaphragme à travers le servomoteur. Le roulement à rouleaux en acier adopte un roulement importé de haute précision, qui garantit un faux-rond inférieur à 1,5 um après l'installation grâce à une méthode d'installation unique.
·Par rapport au mécanisme de rouleau en caoutchouc traditionnel, le moteur d'entraînement est fixe et la connexion souple de l'accouplement à double diaphragme évite l'influence de la vibration du moteur sur le revêtement, assure la précision du revêtement, évite que le moteur et le rouleau en caoutchouc reculent et ensemble, prolonge la durée de vie du moteur et réduit l'inertie du rouleau en caoutchouc pendant le revêtement.
·Le mécanisme d'entraînement du rouleau en caoutchouc relie le moteur et le rouleau en caoutchouc à travers la tige filetée et convertit le mouvement de rotation du moteur en mouvement avant et arrière du rouleau en caoutchouc. Le siège du rouleau en caoutchouc et le moteur sont installés sur le bloc coulissant mobile, avec une réponse rapide et une grande précision.
Structure d'installation |
Structure de plaque verticale globale de 50 mm d'épaisseur, poids total de 1 tonne |
Moteur d'entraînement principal |
Servomoteur (750W) |
Moteur de poussée intermittent |
Servomoteur (750W) |
Traitement de surface des rouleaux |
La surface du rouleau d'aluminium est oxydée, la dureté de surface est HRC65, la fin du rouleau est ≤ 20 µ m, la rugosité de surface est Ra0.8, le parallélisme est ≤ 0,1 mm ; |
Réducteur |
100:1 avec réducteur 750W |
Structure du grattoir |
Grattoir à virgule double face, galvanisé, diamètre extérieur Φ 128mm, |
Contrôle de la rotation de l'angle de la lame |
Rotation de la poignée |
Rouleau de revêtement (rouleau en acier) |
La surface est plaquée de chrome dur importé, d'un diamètre de 128 mm; |
Tension |
Tension constante de contrôle en boucle fermée PID entièrement automatique, plage de tension 0 ~ 50N, précision du contrôle de tension ± 1n |
Rouleau arrière |
160 mm de diamètre, EPDM importé pour le pain de surface, meulage fin pour la surface du rouleau |
Mélange en auge |
Mouvement rectiligne du vérin sans tige, vitesse réglable |
Déflecteur |
Matériau Saigang, scellé avec de la mousse de polystyrène, équipé d'un moule à couteau spécial |
Réglage intermittent de la hauteur de la lame |
Réglage du servomoteur : définissez la taille intermittente du grattoir et du rouleau en acier sur l'écran tactile, avec une taille de réglage minimale de 0,1 um |
Position de tête autonome |
Installation et fonctionnement avant séchage |
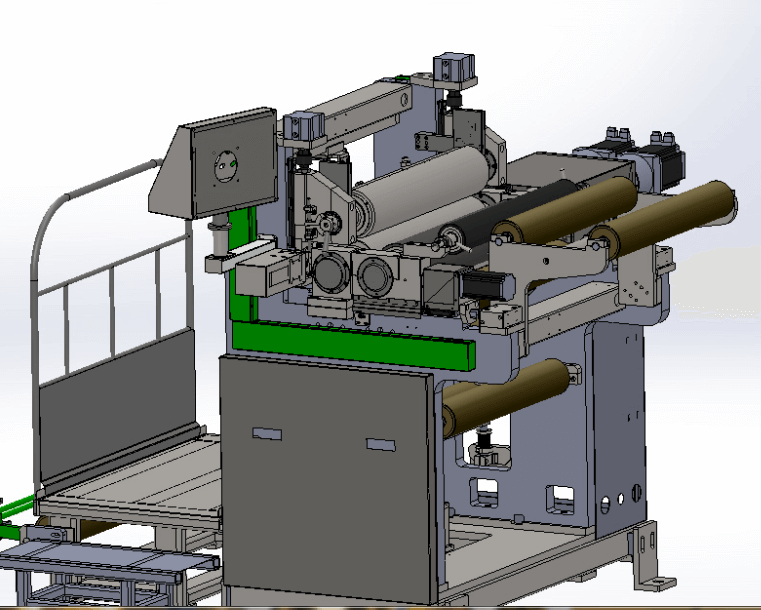
3.Mécanisme de séchage (chauffage infrarouge + chauffage électrique du tube chauffant en acier inoxydable)
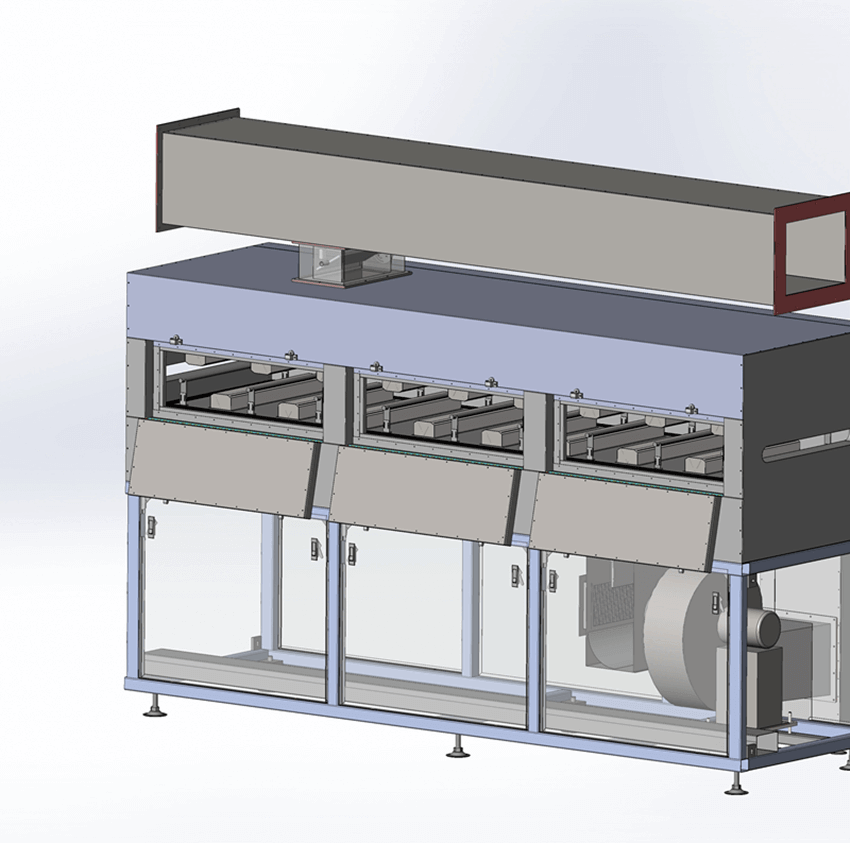
Dans la partie de séchage, le ventilateur est contrôlé par le convertisseur de fréquence pour fournir de l'air au four, qui est chauffé par la résistance électrique avant d'entrer dans le four. Et équipé d'une fonction de recyclage d'air chaud, réduisant efficacement le coût d'utilisation. Parce que le convertisseur de fréquence est utilisé pour contrôler le moteur d'alimentation en air, la régulation du volume d'air est pratique. Le ventilateur est en acier inoxydable et durable.
Structure du four |
Chauffage indépendant à une seule couche, disposition de haut en bas, les deux premiers fours de chauffage adoptent le mode de chauffage de sac chauffant indépendant de haut en bas, les deux autres fours de chauffage adoptent le mode de chauffage de sac chauffant commun. |
2 premiers chauffage d'appoint |
La structure de chauffage auxiliaire infrarouge est adoptée pour empêcher la fissuration dans le processus de chauffage et accélérer la vitesse de séchage. |
Longueur du four |
12m (3m / section, 4 sections au total) |
texture du matériau |
Acier inoxydable, conteneur interne standard national SUS304 (1.0mm), conteneur externe standard national SUS201 (1.2mm) |
Mode d'entraînement du rouleau de guidage du four |
Tous les rouleaux de guidage sont principalement entraînés par un servomoteur d'un diamètre de Φ 60 mm et surface plaquée de chrome dur ; les premier et deuxième rouleaux de guidage sont en distribution d'arc ascendant, les troisième et quatrième rouleaux de guidage sont en distribution d'arc descendant avec une chute totale de 200 mm. |
Contrôle de la température |
Il est divisé en contrôle de température de fonctionnement normal et contrôle de protection de l'alarme de surveillance de surchauffe. Lorsque la température est dépassée, une alarme sonore et visuelle apparaîtra et l'alimentation électrique principale du chauffage sera coupée ; chaque section est complètement contrôlée indépendamment |
Mode chauffage |
Chauffage infrarouge + tuyau de chauffage en acier inoxydable chauffage électrique, structure de circulation d'air chaud |
Puissance de chauffage du four à une section |
Avant 2 sections 22KW * 3M, arrière 2 sections 18kw * 3M |
Température au four |
Conception Max150 ℃ , différence de température dans le four à section unique ≤ 5 ℃ |
Température de surface de la boîte pendant le fonctionnement |
≤ 45 ℃ |
Méthode de soufflage |
Soufflage d'air supérieur et inférieur, le volume d'air supérieur et inférieur est respectivement contrôlé par la vanne, qui peut être ajustée avec précision; les chambres à air supérieure et inférieure partagent le corps de chauffe |
Contrôle du volume d'air extrait de chaque section |
Par vanne mécanique, contrôle indépendant, réglage fin |
Structure de la buse |
La direction de soufflage est de 30 degrés par rapport à l'horizontale et la rainure de la buse d'air est fendue avec un moule spécial |
Contrôle du ventilateur |
Commande de contacteur AC |
Commande de chauffage |
Relais statique |
Matériau du ventilateur |
Norme nationale en acier inoxydable SUS304 |
Capacité de soufflage de chaque section (3m) |
4500m3/h, pression : 550pa à vitesse nominale |
Volume d'échappement (deux au total) |
10000m3/h, pression : 600Pa à vitesse nominale |
Système de récupération de solvant |
Non, uniquement l'installation de l'interface |
Alarme de concentration de solvant NMP |
Aucun (cette fonction doit être citée séparément) |
Surveillance de la pression de la chambre à air |
Aucun (cette fonction doit être citée séparément) |
Volume d'air évacué |
100-350 m3/min |








 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

