 English▼
English▼




catégories de produits
- pilote de batterie / ligne de production
- ensemble de laboratoire de batterie
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Ion Li batterie matériaux
- matériaux actifs cathodiques
- matériaux actifs d'anode
- Customized Battery Electrode
- Matériaux de cellule de pièce
- puce au lithium
- pièces de cellules cylindriques
- collecteurs de courant de batterie
- matériaux conducteurs de batterie
- électrolyte et poche
- Metal Mesh
- liant de batterie
- séparateur et ruban
- film stratifié aluminium
- bande / feuille de nickel
- Battery Tabs
- matériaux de graphène
- Nickel Felt
- Titanium Fiber Felt
- Batterie
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- toutes les machines d'assemblage de batterie
- testeur et analyseur de batterie
- Battery Safety Tester
- Material Characterization Tester
- machine de presse de roulement
- machine de soudage par points en métal
- machine de mélangeur sous vide
- machine à sertir / démonter
- machine de scellage sous vide
- remplissage d'électrolyte
- empileuse / bobineuse
- coupe-électrode / refendeuse
- poche formant la machine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Boîte à gants sous vide
- des fours
- Coaters
- PVD Coater
- presse hydraulique
- Large Press Machine
- mélangeur centrifuge planétaire / broyeur
- broyeur à billes
- machine de laboratoire
- Fours sous vide
- chambre d'essai d'humidité de la température
- Hardness Tester
- Spray Dryer
- Cutting Machine
- incubateur
- évaporateurs rotatifs
- Viscometer
- Three Roller Mill
- analyseur de surface
- broyeur de laboratoire
- machine de durcissement UV
- congélateurs ultra-bas
- Water Chiller
- Laser Cleaning Machine
- autre équipement de laboratoire
- Cutting Machine
- mousse d'électrode métallique
Contactez-nous
- Si vous avez des questions, veuillez communiquer avec nous, toutes les questions recevront une réponse
- WhatsApp : +86 18659217588
- Messagerie : David@tmaxcn.com
- Messagerie : Davidtmaxcn@gmail.com
- Ajouter : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
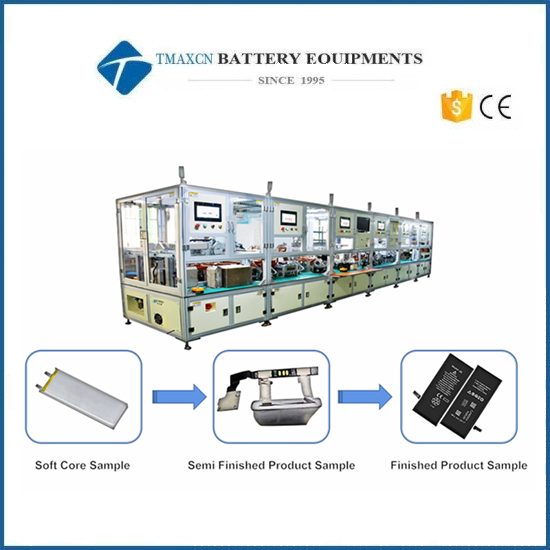

Équipement de production automatique de batterie polymère pour la chaîne de production de batteries de téléphones portables
Model Number:
TMAX-Polymer-PackPlace of Origin:
ChinaUpdate:
OptionalPort d’expédition:
Xiamen PortPaiement:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Messagerie : David@tmaxcn.com
- Messagerie : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Équipement de production automatique de batterie polymère pour la chaîne de production de batteries de téléphones portables


1. Équipement F onction je introduction
La ligne de production automatique est principalement utilisée pour compléter le processus de production de la batterie de téléphone portable.
Le flux de processus comprend :
1)P batterie polymère languette mise en forme ,
2) test VCO,
3) Onglet Batterie Coupe,
4)W vieux,
5)D adhésif double face coller ,
6)BMS pliant,
7)Un adhésif coller et formant,
8)F batterie finie essai;
9) Adhésif éponge FPC coller .
Selon le flux de processus et les exigences techniques, la ligne de conditionnement est connectée par les 5 équipements suivants :
(1)A alimentation automatique + multifonctionnel m machine ;
(2) Machine de soudage laser automatique ;
(3) Ruban adhésif double face + cintrage de feuilles de nickel en forme de L + cintreuse de plaque de protection ;
(4) Machine à coller la tête automatique .

2. Flux de processus

3.Paramètres techniques
1. Plage applicable de taille de batterie (unité : mm) :
Longueur : 40-130 mm (hors longueur de cosse de poteau)
Largeur : 30-70mm
Épaisseur : 3-10 mm
Longueur des pattes : 4-20 mm
2. Conditions environnementales :
Pression d'air de la source d'air : 0,5 ~ 0,6 MPa
Tension d'alimentation : 220 V, 50 Hz
Pouvoir total: ≤ 15kw
Rapport de roulement de zone : ≤ 500kg/M ²
Température ambiante : 5 º C-50 º C
Humidité : 50 % - 90 %
3. Efficacité de la chaîne de production : ≥ 900 pièces/heure
4. Taux d'utilisation de l'équipement : > 98%
5. Taux de qualification du produit : > 98%
6. Les directions d'alimentation et de décharge de l'équipement doivent être cohérentes et la queue du noyau électrique doit faire face à la surface de fonctionnement de l'équipement.
7. Applicabilité du processus : applicable aux batteries souples avec le même processus.
8. Répondre aux exigences de production en matière de sécurité, y compris la sécurité des produits et la sécurité des batteries.
9. Dimension hors tout (hors chaîne de montage) :
Corps de fil : 9200 (Long)*1200 (Largeur)*1900 (Hauteur) mm
Hauteur de la chaîne de montage : 900 mm ± 50mm
4. Disposition globale de l'équipement et description du flux de travail de l'équipement
Disposition globale du corps de ligne :

Remarque : la ligne comprend 4 personnes, dont l'une est responsable de la carte de protection de la machine laser ;
2 personnes sont responsables de l'installation de la coque en caoutchouc ;
Une personne est responsable de l'alimentation, de l'inspection de toute la ligne et du remplacement des matériaux tels que le ruban adhésif.
Exigences de fonction et d'action d'un équipement unique :
(1) Alimentation automatique + Machine multifonction :
1) Action fonctionnelle
① La batterie est automatiquement chargée du plateau d'alimentation à la chaîne de montage de la machine d'alimentation à travers la machine d'alimentation, et le le cylindre de positionnement est positionné ;
② Le manipulateur de changement saisit la batterie de la chaîne de montage de la machine de chargement à la chaîne de montage d'alimentation de la machine multifonction. La batterie peut être tournée de 90 ° ou retourné à volonté ;
③ Le noyau électrique entre par la chaîne de montage d'alimentation de la machine multifonction. Après l'électrique le noyau est positionné, il est saisi au poste d'alimentation de la table rotative par le manipulateur d'alimentation ;
④ La table rotative tourne dans le sens des aiguilles d'une montre pour entrer dans la station de mise en forme de l'oreille polaire primaire pour la mise en forme de l'oreille polaire ;
⑤ Faites pivoter la table rotative dans le sens des aiguilles d'une montre pour entrer dans la station de test, testez la résistance interne de la tension, scannez le code et téléchargez les données ;
⑥ La table rotative tourne dans le sens des aiguilles d'une montre pour entrer dans la station de coupe d'onglet gauche pour couper l'onglet gauche ;
⑦ La table rotative tourne dans le sens des aiguilles d'une montre et entre dans la station de coupe de l'onglet droit pour couper l'onglet droit ;
⑧ La pourriture de la table rotative a mangé s dans le sens des aiguilles d'une montre ; Entrez l'onglet chirurgie plastique secondaire, chirurgie plastique de l'oreille polaire ;
⑨ La table rotative tourne dans le sens des aiguilles d'une montre pour entrer dans la station de décharge de la batterie, décharger la batterie et la saisir sur la ligne d'alimentation de l'équipement ; La cellule tourne à 90 ° puis tourne 180 ° .
2) Exigences techniques
① Capacité (UPH): ≥1200pcs/h
② Taux d'utilisation des équipements : > 98%
③ Tarif qualifié : > 99,5 %
④ Plage de déviation de la longueur de coupe des cosses polaires : ± 0,2 mm
⑤ Durée de vie de la fraise ≥400000 fois
⑥ Précision du test de tension : ±0,01 % rdg. ±3 chiffres ( Selon la précision du testeur);
⑦ Précision du test de résistance interne : ±0,5 % rdg.±5dgt ( Selon la précision du testeur);
⑧ Taux d'erreur de jugement : il doit être de 100 % dans les produits de canal OK et ≤ 0,3 % dans les produits de canal ng ;
⑨ Scannez le code de la cellule, liez et téléchargez les données de test ;
⑩ Le matériau peut être prélevé sur le plateau d'aspiration en plastique empilé. Le bac ne peut pas être connecté au bac. La batterie ne peut pas être endommagée pendant le processus de récupération. Le plateau vide après avoir pris le matériel sera retiré automatiquement et trié en une pile ;
⑪ Dimension hors tout (hors chaîne de montage) :
2200 (Longueur)*1200 (Largeur)*1900 (Hauteur) mm.
⑫ Taille du matériau :
Note: J La charge de la table élévatrice de chargement du noyau électrique est inférieure ou égale à 40 kg.
N moi |
Longueur (mm) |
Largeur (mm) |
Epaisseur (mm) |
R remarques |
Succion P élastique J rayon |
270-420 millimètres |
215-350 millimètres |
Hauteur d'empilement de plusieurs couches ≤ 250 mm |
Le nombre de cellules électriques dans chaque panneau est de 2 - 8 |
La batterie |
40 - 140mm |
35 - 80mm |
3 - 8mm |
3) Configuration des clés
① Testeur : Lanqi BK600A, 1 jeu
② Pistolet de balayage : Honeywell, 1 jeu
(2) Machine à souder au laser :
1) Action fonctionnelle
① La batterie entre dans la machine laser par la chaîne de montage d'alimentation, est saisie par le manipulateur d'alimentation jusqu'au positionnement secondaire et la batterie tourne de 90 ° ;
② Le manipulateur de chargement saisit la batterie du positionnement secondaire à la station de chargement de la plaque tournante, et la batterie tourne de 45 ° ;
③ La table rotative tourne dans le sens inverse des aiguilles d'une montre pour entrer dans la station de mise en forme de l'oreille polaire pour la mise en forme de l'oreille polaire ;
④ La table rotative tourne dans le sens antihoraire et entre dans la station d'alimentation de la plaque de protection pour charger la plaque de protection ;
⑤ La table rotative tourne dans le sens inverse des aiguilles d'une montre et entre dans la station de positionnement de la plaque de protection pour positionner la plaque de protection ;
⑥ La table rotative tourne dans le sens antihoraire pour entrer dans la station de soudage laser pour le soudage laser ;
⑦ La table rotative tourne dans le sens antihoraire pour entrer dans la batterie
station de décharge, déchargez la batterie et attrapez-la sur la ligne d'alimentation de l'équipement.
2) Exigences techniques
① Capacité (UPH): ≥ 1200 pièces/h ;
② Taux d'utilisation des équipements : > 98 % ;
③ Tarif qualifié : > 99,5 % ;
④ Précision de position du soudage laser : ± 0,02 mm ;
⑤ Vérifiez la position de soudage de la plaque de protection et de la cosse d'électrode du noyau électrique, ainsi que la précision de la position : ± 0,1 mm ;
⑥ Pré-évaluation du soudage par points (souder lorsque la plaque de protection et la cosse d'électrode du noyau électrique sont placées correctement, et les retirer sans soudure lorsque NG );
⑦ Norme de fermeté de soudure : force de traction des matériaux de nickel et de nickel ≥ 2kgf, force de traction des matériaux en aluminium et en nickel ≥ 0,6 kgf ;
⑧ L'énergie d'oreille positive et négative du soudage au laser peut être réglée séparément et commutée librement (Remarque : le fabricant de la machine laser est responsable de cet élément et le fabricant du corps du fil est responsable du déclenchement de la connexion, etc. );
⑨ Dimension hors tout (hors chaîne de montage) :
1200 (Longueur)*1200 (Largeur)*1900 (Hauteur) mm.
⑩ Taille du matériau :
Nom |
Longueur (mm) |
Largeur (mm) |
Epaisseur (mm) |
Remarques |
Plaque de protection |
25-80 millimètres |
FPC affaissement 5-30 mm |
0,6-1,2 mm |
(3) Ruban adhésif double face + Pliage de feuilles de nickel en forme de L + Machine à cintrer les plaques de protection :
1) Action fonctionnelle
① La batterie entre dans le ruban adhésif double face + cintrage de feuilles de nickel en forme de L + cintreuse de plaques de protection à travers la chaîne de montage d'alimentation. Une fois la cellule électrique positionnée, elle est agrippée au poste de chargement du plateau tournant par le manipulateur d'alimentation ;
② Faites pivoter la table rotative dans le sens inverse des aiguilles d'une montre pour entrer dans la station de collage afin de terminer le collage de l'adhésif double face à l'embouchure de la tasse ;
③ La table rotative tourne dans le sens inverse des aiguilles d'une montre et entre dans la station de cintrage de la feuille de nickel en forme de L pour plier la feuille de nickel en forme de L ;
④ La table rotative tourne dans le sens inverse des aiguilles d'une montre et entre dans la station de façonnage pour façonner la feuille de nickel en forme de L afin d'assurer l'ajustement ;
⑤ La table rotative tourne dans le sens antihoraire pour entrer dans la station de façonnage FPC pour façonner le FPC ;
⑥ La table rotative tourne dans le sens inverse des aiguilles d'une montre pour entrer dans la station de pliage de la plaque de protection et plier la plaque de protection 90 °
⑦ La table rotative tourne dans le sens inverse des aiguilles d'une montre et entre dans la station de décharge de la batterie. La décharge de la batterie est directement saisie par le manipulateur jusqu'à la chaîne de montage d'alimentation de l'équipement ;
⑧ Après avoir terminé manuellement les processus d'installation manuelle de la coque en caoutchouc, de pliage manuel de la plaque de protection et de pliage manuel de la plaque combinée souple et dure sur la chaîne de montage, la batterie s'écoule dans l'équipement.
2) Exigences techniques
① Capacité (UPH): ≥ 1000 pièces/h ;
② Taux d'utilisation des équipements : > 98 % ;
③ Tarif qualifié : > 99,5 % ;
④ Diamètre intérieur du cylindre adhésif double face (mm) : ∅ 76 ;
⑤ Précision de collage : ± 0,25 mm ;
⑥ Angle de cintrage : inférieur ou égal à 90 ;
⑦ Le noyau électrique, la plaque de protection et ses composants doivent être protégés pour éviter tout dommage ;
⑧ Dimension hors tout (hors chaîne de montage) :
1200 (Longueur)*1200 (Largeur)*1900 (Hauteur) mm.
(4) Encolleuse de tête entièrement automatique :
1) Action Fonction
① La batterie entre dans la machine à coller la tête par la ligne d'alimentation. Une fois la cellule électrique positionnée, elle est agrippée au poste de chargement du plateau tournant par le manipulateur d'alimentation ;
② Faites pivoter la table rotative dans le sens inverse des aiguilles d'une montre pour entrer dans la station de collage de la tête et collez la colle de formage sur la surface supérieure de la batterie ;
③ Faites pivoter la table rotative dans le sens antihoraire pour entrer dans la station d'emballage de colle et enveloppez les oreilles des deux côtés de la colle de moulage à l'arrière de la batterie ;
④ La table rotative tourne dans le sens inverse des aiguilles d'une montre pour entrer dans la station d'emballage de colle et envelopper le haut de la tête en formant de la colle à l'arrière de la batterie ;
⑤ La table rotative tourne dans le sens inverse des aiguilles d'une montre pour entrer dans la station de décharge de la batterie, décharger la batterie et la saisir sur la ligne d'alimentation de l'équipement.
2) Paramètres techniques
① Capacité (UPH): ≥ 1100 pièces/h ;
② Taux d'utilisation des équipements : > 98 % ;
③ Tarif qualifié : > 99,5 % ;
④ Diamètre intérieur du cylindre adhésif double face (mm) : ∅ 76 ;
⑤ Précision de collage : ± 0,25 mm ;
⑥ Dimension hors tout (hors chaîne de montage) :
1400 (Longueur)*1200 (Largeur)*1900 (Hauteur) mm.
5.Exigences générales pour l'équipement
(1) Exigences générales d'utilisation
1) Chaque équipement de station peut sélectionner un fonctionnement indépendant ou une opération de liaison et enregistrer les données en fonction des exigences de chaque module.
2) Le montage d'outillage peut être remplacé et s'applique à d'autres modèles de produits.
3) Les pièces facilement usées doivent être remplaçables séparément.
4) Un traitement anti-dérapant doit être effectué pour les vis dans les stations avec une activité et une résistance élevées de l'équipement, et des appareils dentaires doivent être installés sur les trous de vis sur la bakélite et d'autres pièces.
5) Évitez ou protégez les pièces qui peuvent endommager le noyau électrique, telles que les chutes, les écrasements, les rayures, les soudures, etc.
6) Le traitement électrostatique de l'ensemble de l'équipement doit répondre aux
exigences de l'entreprise, et les pièces de contact de la plaque de protection doivent être en matériaux antistatiques.
7) Chaque équipement doit être équipé d'installations d'éclairage séparément et des lampes à économie d'énergie sont requises.
8) Protection des produits et contrôle qualité :
① Pas inférieur aux exigences du fonctionnement manuel de la ligne existante (voir l'organigramme du processus du produit pour plus de détails).
② Le processus de fonctionnement nécessite que le code à barres de la batterie réalise la fermeture de la carte pour éviter de manquer le traitement et la sortie de produits défectueux.
(2) Exigences de sécurité mécanique
1) Se conformer aux normes de sécurité nationales et aux réglementations nationales de sécurité et de santé.
2) L'équipement doit être doté de bonnes mesures de protection complètes, telles qu'un filet de protection, une protection photoélectrique, une grille de protection et d'autres dispositifs de protection. Les parties tournantes, les parties dangereuses et les parties dangereuses de l'équipement doivent être munies de dispositifs de protection.
3) Les dispositifs de protection et autres installations doivent empêcher les opérateurs d'entrer dans la zone dangereuse de fonctionnement, ou lorsque le personnel pénètre dans la zone dangereuse par erreur, l'équipement peut percevoir l'action de protection correspondante, qui est peu susceptible de causer des blessures au personnel, c'est-à-dire la protection les dispositifs doivent réaliser une liaison et un verrouillage avec le système de contrôle de l'équipement.
4) Les pièces mobiles et les composants fréquemment ajustés et entretenus doivent être équipés de capots de protection mobiles. Si nécessaire, un dispositif de verrouillage doit être installé pour s'assurer que les pièces mobiles ne peuvent pas être démarrées sans fermer le dispositif de protection (y compris le capot de protection, la porte de protection, etc.) ; Une fois que le dispositif de protection (y compris le capot de protection, la porte de protection, etc.) est ouvert, l'équipement doit s'arrêter automatiquement immédiatement.
5) La transmission, l'action, le rayonnement et les autres parties de l'équipement doivent avoir de bons dispositifs de protection d'écran.
6) Le mécanisme de fonctionnement de l'équipement, tel que la poignée, le volant et la tige de traction, doit être réglé avec un fonctionnement pratique, une sécurité et une économie de main-d'œuvre, des marques claires, complètes, fermes et fiables.
(3) Exigences de sécurité électrique
1) Le système de contrôle peut garantir que l'alimentation en énergie de l'équipement ne causera pas de danger en cas d'anomalie, et que l'équipement lui-même ne sera pas endommagé ou ne blessera pas le personnel.
2) Le système de contrôle doit être éloigné des zones inflammables, explosives, à haute température, à forte humidité et à forte corrosion. Si cela est inévitable, les mesures de blindage nécessaires doivent être définies et l'armoire de commande doit avoir de bonnes conditions de dissipation thermique. La ligne de contrôle doit garantir qu'elle ne causera pas de dommages même si la ligne tombe en panne ou est endommagée.
3) Le système de commande doit être placé à l'endroit qui convient à l'utilisation et à l'observation par l'opérateur. L'équipement est équipé des boutons d'arrêt d'urgence nécessaires en fonction des conditions spécifiques. Le mécanisme d'arrêt d'urgence doit être autobloquant et sa couleur de fonctionnement est rouge. S'il y a une couleur de fond, la couleur de fond doit être noire. Les pièces de commande de l'interrupteur à bouton doivent être du type à poussoir ou à tête de champignon.
4) Système de contrôle électrique de l'équipement : avec protection contre les surcharges et fonctions de protection contre les courts-circuits.
5) Pendant l'inspection, le réglage et l'entretien, l'équipement de production qui doit observer la zone dangereuse ou les parties du corps humain qui doivent s'étendre dans la zone dangereuse doit être empêché d'un mauvais démarrage. Lorsque l'équipement peut mettre en danger la sécurité des personnes en raison d'un démarrage accidentel, des dispositifs de protection de sécurité obligatoires doivent être configurés pour empêcher tout démarrage accidentel.
6) Lorsque l'énergie est coupée accidentellement puis remise en marche, l'équipement doit pouvoir éviter un fonctionnement dangereux.
7) Le système d'alimentation triphasé à cinq fils est adopté et les mesures de connexion neutre de protection sont adoptées pour la coque de l'équipement.
8) Pendant le fonctionnement de l'équipement, lorsqu'un composant tombe en panne ou est
endommagé, l'équipement lui-même a des mesures de protection correspondantes, qui ne peuvent pas causer de dommages plus importants à l'équipement lui-même ou nuire à l'opérateur. Les mesures de protection comprennent principalement : la protection du temps d'exécution de l'action : lorsque le temps d'exécution réel d'une action dépasse la valeur normale, une alarme se déclenche ; Protection contre les erreurs de fonctionnement : en raison de l'étanchéité laxiste et de la décompression de la canalisation, une alarme doit se déclencher lorsque les pièces qui ne doivent pas agir agissent.
9) Il existe des mesures pour empêcher l'usure des fils autour de la sortie de l'armoire de distribution et il n'y a pas de connecteur au milieu de la ligne électrique.
6.Marque et liste de colisage des pièces importantes
(1) Marques de pièces importantes :
NON. |
Catégorie de pièce standard |
Description des restrictions de fonction et de marque |
1 |
Cadre |
Traitement de cuisson de la peinture de surface |
2 |
Grand Conseil |
La surface doit être galvanisée avec une épaisseur de 20 mm |
3 |
Pièces usinées |
Traitement de sablage et d'oxydation pour les pièces en aluminium et traitement de galvanoplastie pour les pièces en fer |
4 |
Homme-Machine |
Marque limitée à vialon |
5 |
API |
Omron a une garantie de trois ans et se réserve 10 % de ports |
6 |
Source de courant |
Omron, Delta, Mingwei et autres alimentations à découpage |
7 |
Capteur |
Panasonic, Kearns, Omron |
8 |
Accessoires de contrôle électrique |
La barre de câblage et les autres pièces électriques doivent être au moins des marques nationales de haute qualité |
9 |
Contacteur |
Schneider, Omron |
dix |
Bouton |
Schneider, Omron |
11 |
Moteur ordinaire |
Xintaichuang |
12 |
Moteur pas à pas |
Reyes |
13 |
Servomoteur |
Panasonic, Fuji |
14 |
Carte E/S |
Lesai, Ni, Gugao |
15 |
Cylindre ordinaire |
Yadeke, SMC |
16 |
Cylindre sans tige |
Yadeke, SMC |
17 |
Électrovanne |
Yadeke |
18 |
Combinaison de traitement de source de gaz |
Yadeke |
19 |
Roulement ou roulement linéaire |
Mismi, NSK, THK et autres marques |
20 |
Guider |
Banque de Shanghai, THK et autres marques |
21 |
Module linéaire |
Argent de Shanghai, Mismi et autres marques |
22 |
Pièces structurelles standard |
Argent de Shanghai, Mismi et autres marques |
23 |
CIB |
Yanxiang |
24 |
Surveiller |
Philips |
(2) Liste de colisage
NON. |
Nom |
Quantité |
Remarques |
1 |
Liste de colisage |
1 exemplaire |
|
2 |
Certificat de conformité |
1 exemplaire |
|
3 |
Mode d'emploi |
2 exemplaires |
|
4 |
Plan d'usinage des pièces vulnérables |
1 exemplaire |
|
5 |
Schéma électrique |
2 exemplaires |
Dossier électronique |
6 |
Schéma de principe de la connexion IO |
2 exemplaires |
|
7 |
Manuel d'entretien de l'équipement |
1 exemplaire |
|
8 |
Liste des parties vulnérables |
1 exemplaire |
Dossier électronique |


![]()



![]()
1. Nous fournissons des machines avec prise en charge de la technologie de la batterie.
2. Nous fournissons ensemble complet de équipement de batterie au lithium pour la recherche en laboratoire, la recherche à l'échelle pilote et la ligne de production e.


1 emballage standard exporté: protection anticollision interne, emballage de boîte en bois d'exportation externe.
2 expédition par exprès, par air, par mer selon les exigences des clients pour trouver le moyen le plus approprié.
3 responsable des dommages pendant le processus d'expédition, changera gratuitement la partie endommagée pour vous.
 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

